���װ����Ҫ�Ǵ������ε�Ԫ������H2Sʹ��ת��Ϊ�������ĵ������������H2S�Դ�������Ⱦ���亦Ϊ�������þֲ�ȼ�շ���ԭ������������������ΪS����¯1ȼ�շ�Ӧ����������С�����������Ͳ���SO2�䷴Ӧ�¶�1100~1300�档��������ͨ��¯2��һ����ȴ�����پ�ת1��ת2����ת����Ӧ���䲶1���䲶2���䲶3������ȴ��������һ�����������մ������ʣ������H2S�����ն�3���պ��̴����˴�����
����ԭ����·��,�仯ѧ��ӦʽΪ��
2H2S+3O2��2SO2+2H2O
2H2S+O2��2H2O+2S
2H2O+SO2��2S+2H2O
������ȼ��¯1�����װ����Ҫ�豸������¯��ȼ�պ����ɽ�����H2S��SO�����������������ӻ�ѧ��Ӧ���ų�����������¯���¶���13 00 ����¯�ڳ�(�ͻ�ש��ע��) ��������װ��ͣ���������¯�ṹ��¯�IJ���ѡ�ú�ʩ������Ӱ��ȼ��¯ʹ�������Ϳ������ڵ���Ҫ������
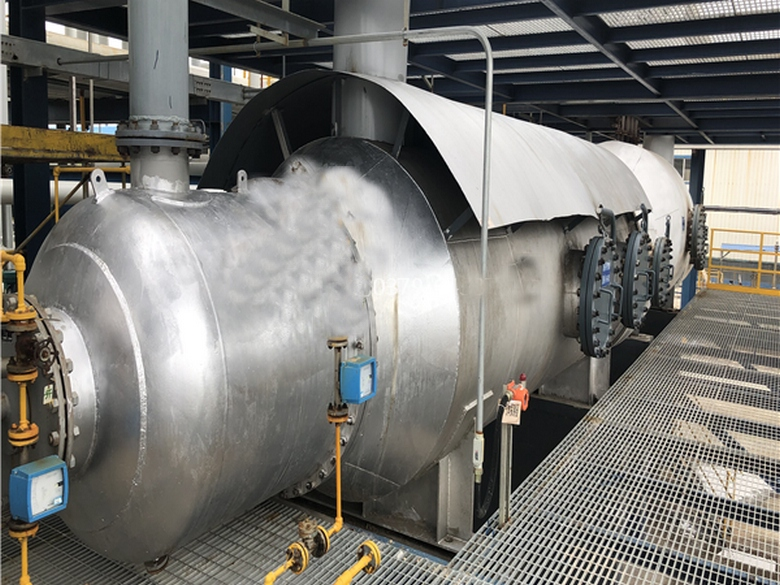
�����¯1ʹ�ú�����������ԭ�����������ѡ���ͻ�ש���ڳ���������Լ���꼴��������ڳ�������������彽ע������������,��ע��������¯���մ������ȶ�ν���ͣ������Ӱ�찲ȫ�����������������Ⱦ��������ԭ����δ���������ͷ���¯1ֻ�к� �����ͷ�����¯�¶ȸ���1200������ʱ�������ܸ��º���������������ܴ������¯���� �졣¯�����������ֺܶ��ֳ���������������������ѷ������֤����һ�㡣
�����ͻ�ע��¯��ʩ���Ժ�¯�����¶�ȷʵ�����ˣ����Ǻ���ϱ��ͻ�ש������һ��325mm����Ȳ��260mm���ͻ����һ��585mm�����¶���120 0 ������ʱ�����ֻ��65�棬�����¶��ݶ�ʹ��������Ͳ�ͬ�����ڲ����͵ö�����������ڲ��������Ʊ�����ڲ��������������¶ȹ��ͣ���Ӧ����ͻ����ѷ�����¯�ڸ�ͲH2S��SO2��SO3�����H2O�������ʴ��������������������������ʴ¯�������¯�Ĵ��������������¯�����ס�
ʩ������¯ԭ�������ʩ��������ʽ�ֱ淽����δ�ܲ���ģ��֧����ѹʵ�������Ϻͼ�������������м�϶���γ�һ�ֽ�㡣���ڰ�����¯���ߺ�¯��ɺ����Է��ַſ�ˮ�������࣬˵�������߲�������ֱ��Ͷ��������������ˮ����������ɳ������䡣�����½������³̶Ȳ�����ǽ����ʱδ��ʩ��Ҫ��Ƕ���ͻ���ڻ�ǽ�����������������������ѹ��̫��
����취��һ�ǽ�ע����ȼ��¯��ʹ������Ҫ���ͻ�ש���ӿ��̣����DZ��������������� �����⣬��������֤���������²�ȡ�ͻ�ש����������