¯����Ϊ�绡¯�����Ĺؼ���λ��֮ǰһֱ�����˵�¯������ש������ש���Ӷ����������Ѷȴ�ʹ��Ч��Ҳ���ã�����Ӱ��绡¯�����缫������¯���ͻ���ϵ�ʹ��������Ҫ�����У�1������ʴ��ɵĽṹ����2�绡¯Ϊ��Ъ�Բ��������伱��Ƶ���������ͻ���ϲ������ص��Ȱ��䣬3��ˮƵ������¯���ϣ����ͻ�������ĥ������¯�������ͣ�¯�Ǹ���Ƶ������������Ӱ���˵绡¯���������������Ұ�����ͻ���������˸��еĽ��������������Ϊ�ڳ���ʹ�ý�ע������Ԥ�ƿ�İ취����ȡ�������ϵ͵�ש��¯�ǡ�
����Ԥ��¯�ǵ�ԭ�ϲ����ؼ��������ϡ������ظ���͵��۰������м���һ������a��AL2O3���ۿɸ��Ʋ��ϵ������ԣ�ʹ��ע��������ܡ������������ۿ���߲��ϵĸ������ܼ�������ʴ���ܡ��ô������ˮ������ϼ������������������ά��160�����ҵĵ������վ�����ע���������ݺύ�����ף����ں濾������ˮ�����ų������������IJ������ά�Խ�ע������ǿ�����������Ե���ǿ���á��ø�ԭ����Ϸ���������Ԥ�Ƽ�����������ȫ������ʵ����Ҫ��
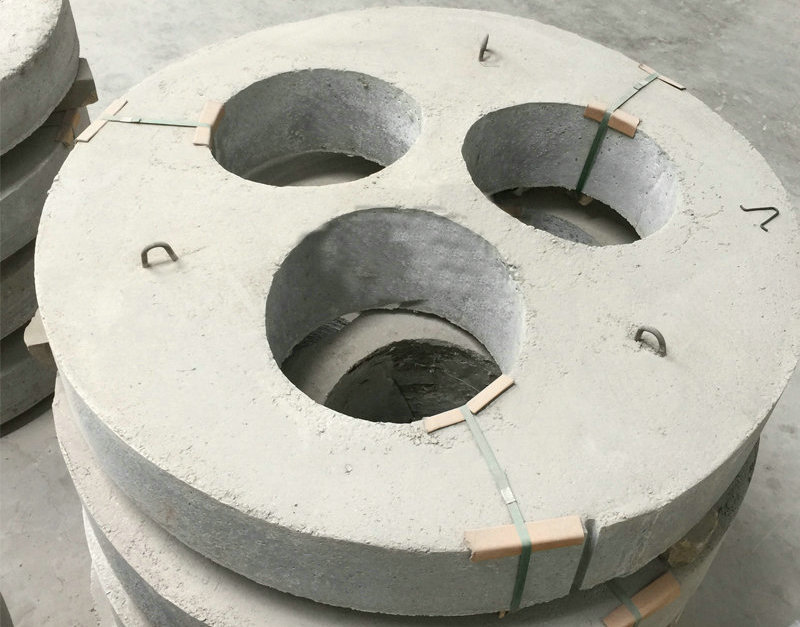
���ݴ˴ε�¯��ͼֽ����һ����2900mmX300mm��¯��Ԥ�ƿ��Լ��Ҫ6t��ע�ϣ����ݽ�����Ļ�������ȷ���ּ������ϡ�����ͽ�ע������ÿ���ϵ��������������䷽��ȷ������ԭ�ϣ�Ȼ���չ��ϡ����ϡ����Ӽ�����ϼ�����ɢ���ļ���˳����ϣ�����ǿ�ƽ�������������ϸɻ�1~2min���ˮ����ɢ��������ȫ���������ٻ��������裩4~5min��
��ע����ƽ̨�Ͻ��С���ע֮ǰ����̥��ں���ģ�ڱ�Ӧ����Ϳˢ��ģ�����缫��о��Ҫ����ֽ���Ա�����ģ����עʱ����Ҫ���ȡ�ÿ��עһ���Ϻ�����ǥ�ڽ������ϻ���������Ȼ���ٽ�ע��һ���ϣ��Ա�֤ÿ�ν�ע���ϼ���ܽ�ϣ����ֲ㡣�ɲ�����������ͣ���Ӧ�����鶯����ֹ�����ֲ��ն����缫��о��Ӧ�����̶�����֤����Բ�淶�������ͺ���Ȼ����24h����ģ����Ȼ����48h����Ҥ�ҽ���Ϊ465�O����Ϊ6m����ʽҤ���ȴ�����Ϊ��Ʒ�������ƶ����£����~300�棬�����ٶ�Ϊ15�桤h-1:300~500�棬�����ٶ�Ϊ25����h-1������500��ʱ����ʼ���£�����24h��ͣ��ͣ��12h���Ҥ����Ϊ���Խ����ij�Ʒ�绡¯����¯��Ԥ��ש��
�绡¯���彽ע¯��ģ�������ǹؼ������е缫�Ķ�λ���ѡ�Ϊ�ܽ��缫���پ�ȷ��λ��������ģ�ߵ���Բ���ϼ�װ���ɿ���װ�õķ������ɹ�����˵缫��λ�����⡣��װ��ʹ�ú缫��λ��ȷ�ʴﵽ100%��δ�ٳ�����缫��λ��ƫ��ϴ����ɰ�װ���Ѽ�����ʹ�õ����⡣