����ע���м�����������Լ��л���ά�ڸ���ʱ�������������Ӧ�øü�������ʱ�����̣���Ӧ������ע��������ע��
�ͻ�ע�ϵĶ�������������ˮӲ�Ը���ˮ��Ľ�ϼ����л�ϡ���ˮ����ģ���й̻���ýṹǿ�ȵ��ͻ�����������˽�עʩ�����������Խ���ѹ��ʩ��������ʩ�����粹ʩ������Ϊ�ܹ�ʹ�û������д���ʩ�������Ա��㷺����Ҥ¯���豸���ڳġ��ͻ�ע����ʩ������Ҫ����������ٶȿ��Ʋ������п��ܳ��ֹ��Ѻͱ��ѡ���ν���Ѿ���ָ�ڸ��﹤�������ˮ������������ʹ�ڲ�����ѹ��������ʩ�����ǿ�ȣ�����ʩ�������˵�����
һ�����ͨ�����������ٶȡ��ӳ�����ʱ����Կ��ƣ����Ǵ��ڹ��ڱ䳤�����⡣Ϊ�����̸���ʱ���Ҫ�����ˮ������Ч�ʡ�������֪��Ҫ���ӿ��ٵ��ѳ�ʩ�����е�ˮ�֣�����������������ġ�
1���鷽��
1.1 ���ʲⶨ
ѡ���������Ӳ��� X �Լ��л���ά( A��B ����) ��Ϊ���Ӽ����Դ˻�����ԡ��ڴ��������Ӳ����ڽ�ע���ڲ��γɹ轺�壬�轺���е�ˮ���ڸ�����ڵĵ���������ˮ���轺�������������ڲ��γ����ơ�ͨ�������л���ά����һ��������ԡ�
Ϊ����֤�������Ӳ��Ϻ��л���ά��������Ե�Ч�������� 1 �г��������Ʊ��������ʵ�ˮ�ཽע��( 63% Al2O3��33% SiO2 ) ���������ۡ���ע����50 mm �� 30 mm ��Բ��ģ���У��� 15 �� ������24 h����ģ��Ȼ���� 110 �� �� 24 h��150 �� �� 24 h��250 �� �� 24 h �������¼��ȡ����� JIS R2115 ʹ�����ʲⶨװ�òⶨ�˼������������ʡ�
1.2 ���ڴ�ߴ������������Ե�����
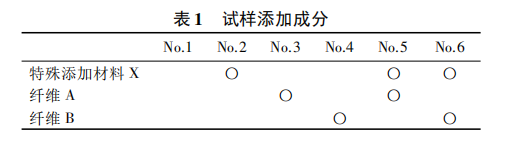
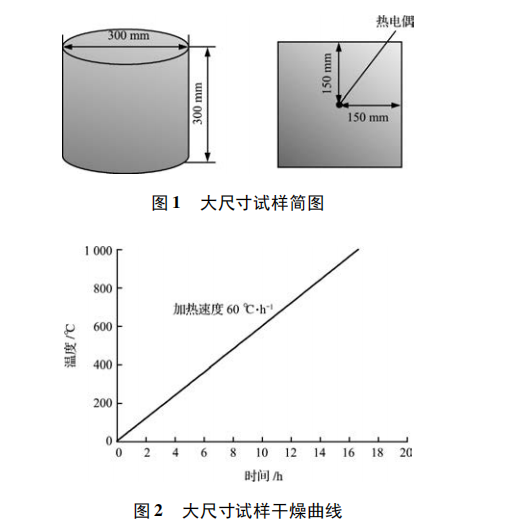
�����ļ�ͼʾ��ͼ 1��ͼ 1 ��ʾ�����ijߴ�����300 mm �� 300 mm���ȵ�ż����150 mm �� 150 mm����λ�ã������õĽ�ע�Ͻ��н�ע������ 24 h����ͼ2��ʾ����ģ���� 60 �� / h ���ٶȼ��ȵ�1 000 ������������õ������ڲ��¶����߶Ը������Խ���������
2���
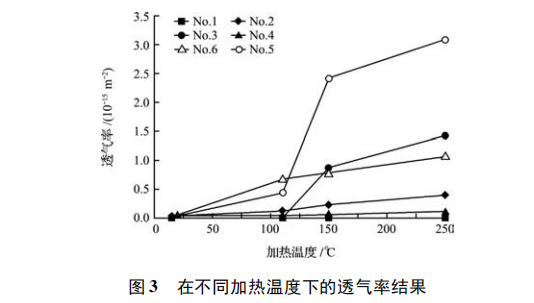
�ⶨ���ʾ��ͼ3��������βⶨ�Ľ������������250 �����ȴ�����û�м������Ӽ�����������û�����ԡ�Ϊ�������������ˮʱ�����ʣ��������������Ӳ���X��No.2������No.5 �� No.6�����ڴ�����������250 ��ʱ����������ߡ����ⷢ�ּ������л���άA ��No.3��No.5��������150 ������ʱ������ߺܴ������л���άB��No.4 ������ No.6 ��������150 ����250 ������ʱ������ߡ������������Ӳ��Ϻ��л���ά��No.5 ������No.6 ���������ڵ���Ч�������ã����ʴ������ߡ�������No.5 ������150 �� ���Ⱥ�����������ߣ��������Ӳ��Ϻ��л���άA�����ر��������γ���ͨ���ס�
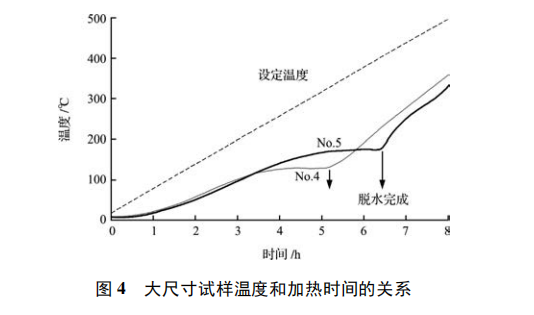
No.5 ��������������ߣ�Ϊ�˱Ƚϣ��� No.4���������˸�������������õ������ڲ��¶�����ʾ��ͼ 4����Ӧ�趨�¶ȣ�No.4 ������ No.5 �����������ǰ�����ͬ���ٶȳ������£����� No.4 ������ 130 �����������ٶȷŻ����Ʋ��������ѹ����Լ��0.3 MPa���� No.5 ��������180 ���Ż����Ʋ�����ѹ����Լ�� 1.0 MPa������ӹյ�λ������No.4 ��������ˮ���ʱ��� No.5 ������ 1.3 h ���ҡ���ͼ��֪��No.4 �����ߴ�����ʸߡ��ڲ�����ѹ��û����ߣ��������ʱ��Ҳ�硣
3����
�����о��˼�����������Լ��л���ά�Ľ�ע���ڸ���ʱ���ʵ����������������: �ڿ�ʼ��ˮ���¶�����ȷ�������ԣ������ڲ�û������ѹ����������������ˮ����ʱ�䡣�ü�������Ӧ������ע��������ע������ʱ�����̣��������̹��ڡ�