在铝锭连续铸造过程中,铝液溜槽的主要作用是将混合炉中排放出的高温铝液转运至模型浇包,并通过模型浇包将铝液转注到分流槽中,再由分溜槽将铝液分配进入铸模中最终实现铝锭的浇注。
一:现有的铝液分流槽使用存在的问题
现用铝液分溜槽由于其砌筑方法的限制,使得其在使用过程中表现出以下几个方面的缺点:
(1)由于分溜槽是用手工捣制而成,浇注料的紧实度不均匀,出现溜槽工作面局部疏松,导致分溜槽使用过程中铝液的渗入。在每次浇注完成清理分溜槽时,由于铝液渗入浇注料颗粒 之间并与浇注料发生粘合作用,因此在清理过程中往往会造成溜槽工作面的破损。
(2)由于分溜槽的距离比较长,每台机组平均分溜槽长度均超过0.5m,而分溜槽的砌筑需一次浇筑完成。因此,每次需混制的浇注料数量较大,往往会由于浇注料的搅拌不均匀而影响分溜槽的浇筑质量。
(3)由于分溜槽的长度较长,且分溜槽的断面厚度不均匀,甚至相差较大一次整体浇注的溜槽往往由于干燥不均匀,造成溜槽内衬内出现干燥应力,导致分溜槽内衬在使用过程中开裂影响溜槽的使用寿命 。
(4)由于溜槽为一次浇筑而成,在溜槽经过一段时间的使用后一旦局部出现破损并随着使用时间的延长以及高温铝液的反复冲刷,破损部位会越来越严重。即使用浇注料对破损部位进 行及时修补,也会在较短的时间内随着高温铝液的流动而溃散。因此,一旦出现较为严重的破损,就必须对整个溜槽内衬进行整体拆除,重新砌筑。否则,溃散浇注料中的氧化物、非金属夹杂物将会混入铝液中,造成铝液的污染,严重影响铝锭的品位,给企业造成更大的损 失。
二:分溜槽预制块模具的制作
鉴于整体浇注的铝液分溜槽在使用过程中存在上述问题,探索一种能够预先制作、干燥、便于保存、能够即时组装的溜槽砌筑方法,对于及时处理溜槽破损、保证铸造生产顺利进行显 得非常重要。在对同行业铸造设备进行充分调研的基础上,改进经验,设计并砌筑预制块。
从长远的角度考虑,溜槽预制块模具的材质以铝金、铸铁或碳钢比较合适,因为其经久耐用,变形量很小或不变形通过机械加工可以达到较高的表面光洁度和尺寸精度并且便于保存。但是考虑到模具重量、制作成本及加工周期等因素,模具制作采用木质。通过人工干燥,控制
含水率在8%~10% (与浇注料混制时的含水率相当 )。模具制作要求尺寸准确、表面光滑、圆角及曲面连接与过渡自然。模具主要由模具框和胎具 两部分组成。
三:预制块的制作
模具制作、处理完成并经尺寸检验无误后,进行预制块的浇筑。
(1)浇注料的混制:将浇注料与清洁的自来水按照8:1(质量分数)进行混合,经充分搅拌后填充模具,并用风动工具将模具内的浇注料均匀捣实,直至浇注料中的浆液逸出为止,然后用泥抹子将模具上口修平。
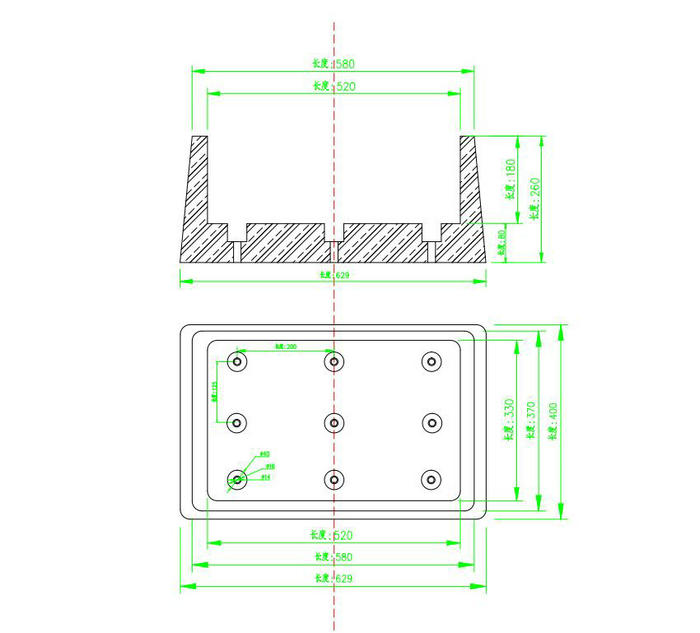
(2)预制块的养护:由于预制块的形状为长方形,并且其底部为带有9个同样直径大小的分流孔,分流孔的用处是将盛装后的铝液均衡流出在不同的锭模里面,因此,在浇筑完后成后不能立刻从模具中脱出,而是要在模具中进行养护。在正常的气温下(环境温度为20℃),预制块在模具中静置。为了防止养护过程中预制块中的水分过快地蒸发,影响养护效果,因此养护期间用塑料薄膜对模具进行覆盖。经24~36小时后,浇注料已完全固话,湿态蠕变性能引起的变形已经消除,这时可完全地进行脱模操作。
(3)唾沫后,将预制块置于排空铝液的混合炉内,无需加热,利用混合炉内的余热进行干燥。由于溜槽预制块的平均断面厚度较薄,因此在500~600℃干燥4~6小时,从炉中吊出放置于阴凉之处自然冷却至室温后即可进行使用。