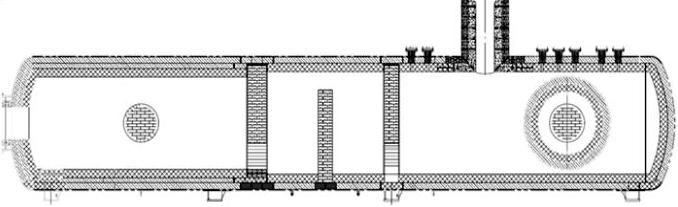
湿法脱硫工艺,可以有效处理各种工况下的含硫气体或废液等化合物,焚烧炉是此工艺的核心设备。此台焚烧炉为卧式炉,设计温度1450℃,工作温度 1100℃,设计压力35KPa,工作压力29.6KPa。炉壁设计温度260 ~343℃。 燃烧炉内衬3层耐火砖(1层 AL―90 刚玉砖2层LG140―0.8L保温砖);对流段2层耐火砖(一层AL―90刚玉砖,1层LG140―0.8L保温砖);各接管处砌筑保温浇注料。另外,在对流段前段,砌筑3堵挡墙,以使反应更充分。
一:焚烧炉在运行中发生的问题及处理方案
焚烧炉自投入运行,后半年内发现燃烧炉中段(前挡墙与中部挡墙之间下部筒体)外保温铁皮出现过烧痕迹,保温下外壳温度达 500℃,严重超温,随即停炉检查,内部未发现明显裂纹及炉砖坍塌情况。
1.1:超温原因分析
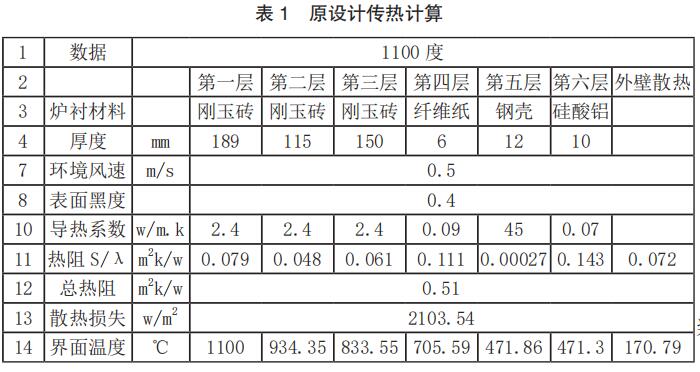
(1)炉墙底部设计不合理。原设计中,为保证炉墙的强度,炉墙底部采用刚玉砖导热系数高达2.4W/M.K,无法有效隔热,故热量传递到钢壳上,导致超温。原设计传热计算如表 1,钢壳计算温度 471℃。
(2)膨胀缝设计不合理。1100℃时刚玉砖的膨胀率为0.9%×2088=18.79mm 设计时再加 50%多余量,合理的膨胀量为30mm左右,而原设计中,膨胀缝尺寸为:22+20+29=71mm,远大于膨胀缝的计算数值。
(3)原始耐火砖浆料填充不足,高温烟气窜入导致炉壁温度超温。按标准要求,灰浆饱和度应≥90%,而原始砌筑质量把控不严,灰浆饱和度不足,部分砖面没有涂抹灰浆,在施工过程中,严控砌筑质量,确保灰浆饱满度≥ 90%,以避免烟气窜入砖缝。
二:焚烧炉发生超温问题的处理方法
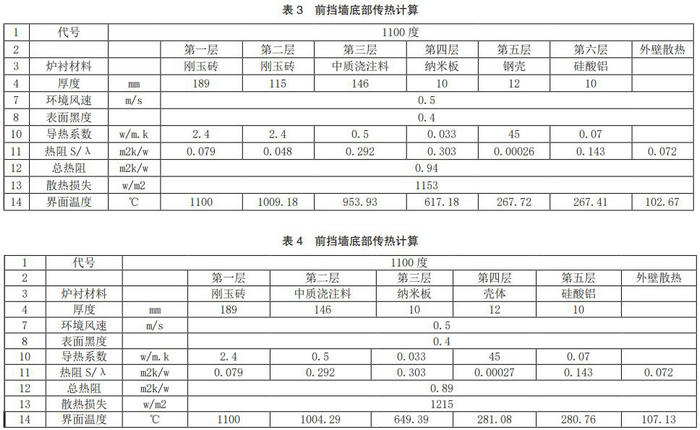
综合上述原因,决定停炉大修更换前中2堵挡墙及挡墙之间的耐火砖,并对耐火材料结构进行优化,具体方案如下:(1)将前、中挡墙底部180°刚玉砖,更换为1.4 中质浇注料,兼顾强度及保温性能 更换浇注料后,前挡墙底部传热计算如表3,钢壳计算温度 267℃。 中挡墙底部传热计算如表4,钢壳温度 281℃。
三:使用经验总结
焚烧炉在投入运行后不满一年时间,即产生外壳超温情况,且在后续运行过程中,持续超温,形成安全隐患。超温的原因主要有以下两点。
(1)原始设计问题。炉墙底部采用刚玉砖隔热效果差、 膨胀缝尺寸过大,都是由于原始设计没有考虑相关因素造成。
(2)原始施工问题。炉砖间浆料不饱满,高温烟气窜入导致炉壁超温,主要原因就是原始筑炉时未严格按照相关要求、施工方案进行。耐火材料的砌筑,很多步骤涉及到隐蔽工程,隐蔽工程的检验是重中之重,务必检查到位。
通过本次检修,基本解决了焚烧炉外壁超温的问题,在后续的工程、生产工作中,应汲取本台焚烧炉的经验,避免同样的问题再次发生。