��ʯ¯��������ʯ����Ҫ�豸���ڵ�ʯ¯�����ڵ绡�����ĸ���ʹ¯���ۻ���Ӧ�����ɵ�ʯ�����ڷ�Ӧ�¶ȸߴ�2000�����ϣ������ߵ��¶ȣ�һ���ͻ���������Գ��ܵġ�����¯����ݻ�����Ҫ���ڷ�Ӧ�Ŀռ䡣Ҳ����˵�ڷ�Ӧ����¯��֮��Ӧ����һ��¯�ϣ����Ա���¯�ġ�
¯�����״�ܶ࣬��Բ�εġ���Բ�εġ����εĺͳ����εġ�������ѧ�۵���������Բ��¯��Ϊ������ʵ���ϣ�¯����״��ѡ����Ҫ�����ڵ缫λ�õIJ��ú�һ����̼��ȡ�豸�İ�װλ�á��ֽ����ʯ¯����˵��������Dz���Բ��¯������������״���Ǽ�������
¯���ڷ�Ӧ�ռ�Ĵ�С����缫�Ĵ�С�������Լ��绡���÷�Χ��������Բ�ε缫�ľ�������ֱ���������������缫ֱ������¯�ӵ���������ġ��缫ֱ���������������ĵ����ܶ����������缫�ĵ������ɱ�ѹ�����������������ս�����¯��Ĵ�С���������ѹ����������

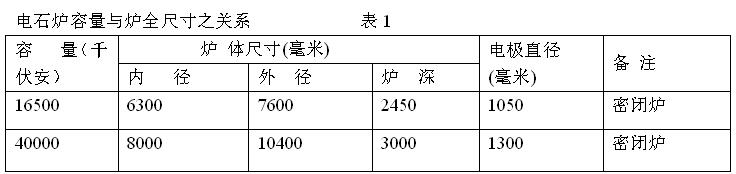
¯��Ĵ�С�͵缫�ľ����ѡ���Ƿdz���Ҫ�ġ����ߴ�ѡ���ʵ���ʱ�����ִӵ缫��ͷ������Ӧ�����ڲ����¯�ס���ʱ����ʯ¯�IJ���ʮ��˳����������������һ���缫����¯�����ɢ���Ԥ�Ȳ�������һ���缫������һ�����缫��������¯�ڣ�¯���¶Ƚ��ͣ�¯������׳�ͨ����ʯ�������ѣ���ʯ¯������������ʮ�ֲ������ֽ�������������ʯ¯¯��ߴ��������Ĺ�ϵ���ڱ�1�С�
�������һ��¯���¯�ŵĽṹ
(1)¯��
��¯�ǵ�Ҫ��¯��ǿ��Ӧ������¯�����ȶ������ľ������ͣ���Ӧ¯������������Ҫ��������ǿ��Ҫ�������£�Ӧ������ʡ���ϣ��������أ������췽�㣬��ҪʱӦ���ǰ�װ����Ŀ����ԡ�
Ŀǰ��������¯�ǵĽṹ��ʽ�����֣�һ����Բ���Ϳǣ��������ʯ�������������ֽṹ����һ���ǵ�Բ��¯�ǣ���Ϊ7�㡣
�ӽṹ�ϱȽϣ���Բ��¯�DZȽϼ�����������٣��ɽ�ʡ�ֲġ����������ֳ���װʱ�Ƚ��鷳���ӷ�չ�����ƿ�������Բ��¯�����з�չǰ;�ġ�
¯��Ϊ�ְ��Ƴɣ��ְ���Ϊ8��12���ס�¯�ں�¯�ֳ������֣�����˨���ӡ�
(2)����:ͨ��¯��ש�Ĵ�����ʪ��������������ʱ�������ͣ�����Ҫ���ͻ�ש������֮�����һ��ʯ�ް�(��������ɰ)����һ��������㣬Ҳ��������㡣���ĺ�Ⱦ�����¯�Ӵ�С�������� �����ͻ���ϵ����ʣ�һ��Ϊ50��100���ס�
(3)�ͻ�ש�ģ����������������ͻ�ש���㣬����ԼΪ450��500���ס�¯�����������ͻ�ש��ֱ��¯����һ�����ճ���ͻ�ש�����ͻ�ש�ķ����и�������ʪ�������֡�ʪ���������ͻ����Ϸ�70%���ͻ����Ϸ�30%����ˮ����������ש��Ҫ����3���ס��������ڼ�����Ҫ��ϸߣ������ڴ�������ʯ¯�϶���ø�������¯�����Ϊʪ������
�ڴ�������ʯ¯�ϣ��ڳ�¯ʱ�����ڵ�λʱ���ڵ�ʯ�����ϴԳ�¯�ڵ�¯���ȸ�ʴ�Ƚ����أ����Կ�����¯�ڸ�����¯�IJ���̼������̼����ש��
(4)̼��ש�ģ����ͻ�ש����������̼��ש��̼ש���ȸ�����ʯ¯������ͬ���죬С����Ϊ400��800���ף��е�����Ϊ800��1200���ף�������Ϊ1200��1500���ס�̼ש�������������Ϊ�ַ취��ϸ�취���֡��ַ취������ש��ש֮����30��50����ש�졣���ַ�����ȳɺ�״�������ש��䣬Ȼ�������ƵĹ��ߺͷ�ѹ3��7����/����2�ķ綯�����ȵ��̡����²�ש��Ҫ������̼ש���ͻ�ש֮�䣬̼ש֮���̼ש������ϲ����ҲҪ���һ���50��100���Ĵַ����ϸ�취����Ԥ�Ƚ�̼ש���ٴ��ϼӹ��Ƴɾ��ȱȽϸߵ�ƽ�档���ڼӹ���Ԥ��װ��Ҫ��ÿ��̼ש�Ĺ���ߴ�Ϊ��1���ס��ڵ�ʯ¯������ʱ��ש��ש֮�����ۻ���ϸ�����䣬Ҫ��ש�첻����2���ס������ַ�����ϸ�취�Ϻá����ӹ����ϴ�����һ��ֻ�ڴ�������ʯ¯�ϲ������ַ������ַ�����������ף�����ַ��������ʱ���ӷ���ӷ���ש����׳��ֿն����Է�ֹ�����������ϲ�С�С�͵�ʯ¯���������ַ�����Ŀǰ�ҹ���̼�ع�����Ӧ��̼ש���Ϊ400��400��1200���ס��ʺ����ҹ���ʯ�������á�
�ڴ�������ʯ¯�ϣ�¯���¶˵�ש��Ҳ�в���̼ש���������̼ש��¯��̼ש��Ҳ��ϸ�����䣬̼ש��Լ900���ף���400���ס�����¯�Ŵ����ø���ש����ֹ̼ש����