������ͳ��������ע�����ʲ������������ϴ����ȵ��ʽϸߣ�ֻ�������е���(��1200��)��λ���ɴ���ѧԭ����֪���������ڲ����γɷ�յ�Բ�����ṹ����������������ȵ��ʡ�Ϊ��������ʸ�����ע�ϵ����ܣ��ڱ������У�ͨ����������������˾��нϵ��ȵ��ʡ��ϸ�ǿ�Ⱥ�����ȶ��Եĸ��������ʸ�����ע�ϡ��ڶ��ֹ�ҵ¯1200~1500��ĸ��²�λʹ�ã����ܳɾ�������

����1 ����
����1.1 ����ԭ��
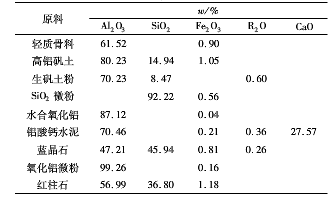
����������ԭ���У��ϳ����ʹ��ϣ������������ϡ�Ư�顢����ʯ�����������ۡ��������ۡ��������ˮ�࣬�Լ�����������ۡ�����ʯ�����ۡ�����̿�ڵȡ�ԭ�ϵĻ�ѧ��ɼ���1��
������1ԭ�ϵĻ�ѧ���
���� 
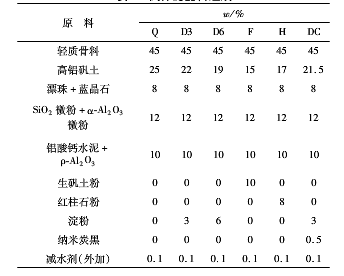
����1.2 �����Ʊ������
��������2���ϣ���ǿ��ʽ������иɻ�3min����ˮʪ��2min����ע��40mm��40mm��160mm����������Ȼ����1d����ģ������Ȼ����24h����110����24h����1350�汣��3h���ա�
�������йر�����ɼ����պ�����������ܶȡ�������ѹǿ�ȡ��ȵ��ʺͿ��ֲ������۲����������ṹ��
������2 �������������
����
����2 ���������
����2.1 ����������ܶ�
������ɼ����պ�����������ܶȼ�ͼ1��
����
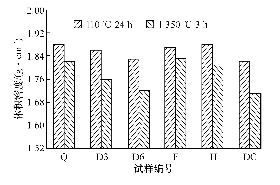
����ͼ1 ��ɼ����պ�����������ܶ�
������ͼ1���Կ��������ŵ�����������0������6%(w)����ɼ����պ�����������ܶȾ�������С��������Ϊ���۵�����ܶȽ�С��ͬʱ���ӵ��ۺ�����̿�ڣ���ɼ����պ�����������ܶȽ�һ����С�����������������ʯ�Ժ�ɼ����պ�����������ܶ�Ӱ���С��
����2.2 �����ij�����ѹǿ��
������ɼ����պ������ij�����ѹǿ�ȼ�ͼ2��
����
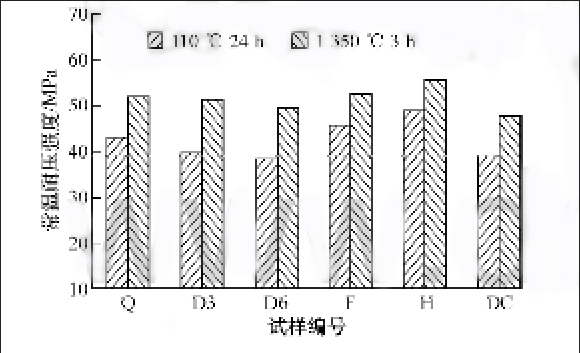
����ͼ2 ��ɼ����պ������ij�����ѹǿ��
������ͼ2���Կ��������ŵ�����������0������6%(w)����ɼ����պ������ij�����ѹǿ�Ⱦ����м�С��������Ϊ��ע�ϵ���ˮ����������ͬʱ���ӵ��ۺ�����̿�ڣ���ɼ����պ������ij�����ѹǿ�Ƚ�һ����С�����������������ʯ��ɼ����պ������ij�����ѹǿ�Ⱦ���������;���ǣ������������ͺ���ʯ�Ĵ��ս����ûή���պ������������ʣ���Υ��׳��ԣ�������IJ�����������F��H�����ܡ�
����2.3 �������ȵ���
�����պ��������ȵ��ʼ�ͼ3����ͼ3���Կ��������ŵ�����������0������6%(w)���պ��������ȵ��ʾ���С��ͬʱ���ӵ��ۺ�����̿�ڣ����պ��������ȵ��ʽ�һ����С��
����
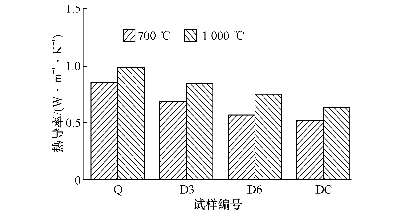
����ͼ3 �պ��������ȵ���
����2.4 ���������ṹ
�����պ�����Q��D6��DC(��Ƭ)�����ṹ��Ƭ��ͼ4�����Կ�����
����
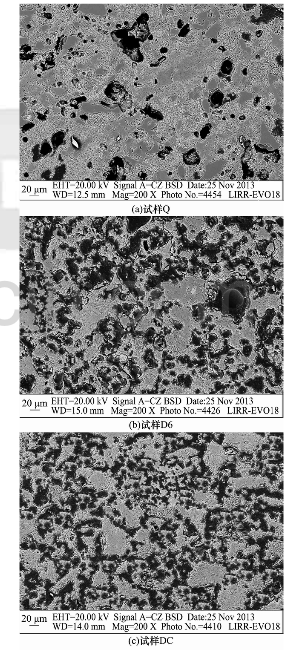
����ͼ4 �պ�����Q��D6��DC�����ṹ
����(1)����Q���ʲ��ֽ����ܣ�������Խ��٣�������ֱ���ϴ�������ֱ��>15um��
����(2)����D6�������н϶�����ף����ķֲ�Ҳ�ȽϾ��ȣ����������ֱ��<15um��
����(3)����DC������Ҳ�н϶�����ף����ķֲ�������D6�ĸ��Ӿ��ȣ����������ֱ��<10um��
����(4)����D6������6%(w)�ĵ��ۣ����ڵ��۵��Ƚϴ��ڽ�ע���в���ɢ;��ͬʱ����3%(w)���ۺ�0.5%(w)����̿�ڵ�����DC������ķ�ɢ�Ժͽ�ע�ϵ������Ծ����ƣ�������ṹ��������D�ġ�
�����պ�����D6��DC�������ֲ���ͼ5�����Կ���������DC�Ŀ���С��������ȵ��ʸ��͡�
����
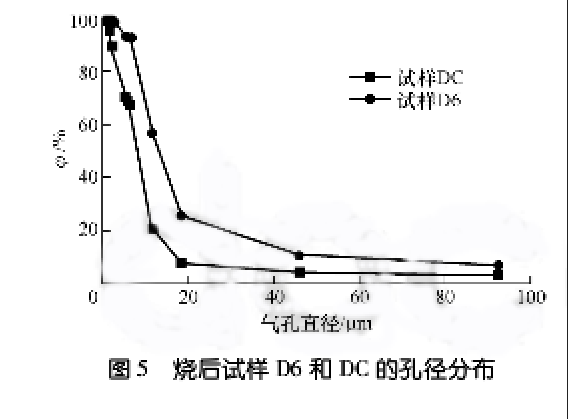
����ͼ5 �պ�����D6��DC�Ŀ��ֲ�
����3 ���ƽ�ע�ϵ����ܼ�Ӧ��
�����ۺ��������������ڽ��������ɱ�������������ע�����ʲ��ʽ�ע��ʹ������������£�ͨ��������ע�ϵ�ԭ����ɺ�������ɼ�������ʧ����ֶΣ�������ϵ�и��������ʸ�����ע�ϣ����У�MLW��1.8�ƺŵĽ�ע�ϵ�����ָ�����3�����Կ������ý�ע�Ͼ��нϵ͵��ȵ��ʼ��ϸߵ�ǿ�Ⱥ�����ȶ��ԡ�
����2010��9�£���ij��˾��ҵ¯¯ǽ��¯��ʹ��MLW-1.8��ע�ϣ������㹲�ý�ע��115t��������¯������50t�����������濾����2011��Ԫ��Ͷ��ʹ�ã����������н�3�ꡣ��Ŀǰ¯���������ٻ�����ʹ��3�ꡣʹ��MLW-1.8��ע�Ϻ�¯�ӱ��½���Ч�����ԣ����Լ��¯ú��280000m3��ͬʱ������¯ǰ������ҵ������
����2010��6�£��������ƺ�ΪMLW-1�����ʽ�ע����ij�ֳ�2050�����3#���ּ���¯ˮ��ܽ������ã�ȡ��ԭ������ܶ�ԼΪ2.40g��cm-3�����ʸ�����ע�ϡ�ʩ�������з��֣��ý�ע�����������ã�����Ӳ��ʱ����ʣ���ģ��ǿ�ȸߣ��ܵ�ʩ����λ���û�������Ŀǰ��ʹ��3��࣬��������ʹ���У�ʹ������ԶԶ�����û�Ԥ�ڡ�
����4����
����(1)��������ע�����ʲ���������������ۻ�����̿�ں�ע�ϵ�����ܶȡ��ȵ��ʾ�������С������������С������ͬʱ���ӵ��ۺ�����̿�ڵ����������ܶȡ�ǿ�ȡ��ȵ��ʺ�������С��
����(2)���Ƶĸ��������ʸ�����ע�Ͼ��нϵ͵��ȵ��ʡ��ϸߵ�ǿ�ȼ�����ȶ��ԣ����ڶ��ֹ�ҵ¯1200~1500��ĸ��²�λ�����ܳ�Ч������ȡ���˽Ϻõ�ʹ�ý����