ѭ����������¯��Ϊһ�����ȼ�ռ��������볣��ú��¯��һ���������õ���һ�ֶ��ѭ��ȼ�ռ��������ɱ������¯�ں�������������γ���һ����Ũ���������ѭ����������¯�ķ�ĥ��ʩ���������ر�����ӡ���ĥ��ע�Ϻ���ĥ���������������������ķ���ܺõؽ����ĥ�����⣬������Ҫ����ĥ��������Ӧ�ý�����ϸ���ܡ�
1 ��ĥ�����ϵ�����
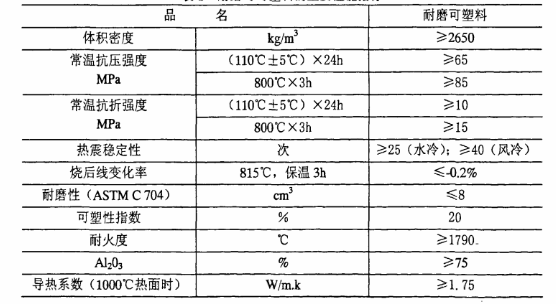
��ĥ���������ɸ����������ϡ������̼�������ĥԭ��Ϊ���ϣ���������ˮ��Ϊճ���������������Ӽ����ƶ��ɵģ���������ĥ�����������ͻ�ע�ϣ��Խ���������ʽ���͵IJ��ϡ��������������õ���ĥ�����ϵ���Ҫ����ָ�����1�������Ϻ�¯�¶ȿ�������ͼ2��
������1 ��ĥ�����ϵ���Ҫ����ָ��
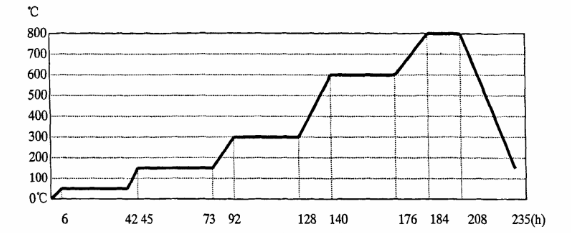
����ͼ1 ��¯�¶ȿ�������
2 ��ĥ�����ϵ�ʩ��λ�ü����
����ѭ����������¯�ǽ�����ĥ�;��Ȳ��ϵ��������ۼ������ԼΪ450t����ʵ��ʩ�������������������ۼ���Ҫ��10%~15%����ĥ�����ϵ���������Ϊ45.85m3��ʵ��ʩ��������Ϊ53.95m3�����в�����ʩ����ģ���Ӧ����5%���ҵ�ʩ����ġ�

��ĥ����������Ҫʩ����λ������¯���²���������������ñ����ˮ������������ʽ�������²���ǽ��ܲ�λ����������������̵����ܺͲ�ǽ�ֲ������Լ���������������ڱڵȲ�λ���ڿ����Ϸ���IJ�λ��ȫ�����ø��ܶ������̶��� ������λ��������ɴ�630��/m3�������IJ��ʾ�Ϊ���²���ֲ��ϣ���֤��Щ��λ����������Ӳ���ĥ��
����λ��ĥ�����ϵij��ͺ��Ϊ��
����������ڱڣ�46mm;���50.5mm����ʽ��������46mm���������������̵���55.5mm��ˮ����������55.5mm;������ϣ�70mm��¯���²���������50.5mm��
3 ʩ������
3.1 ʩ��ǰӦ�߱�������
��¯ˮѹ��ѹ����ϸ�ʩ����ҵ���ϵĹ̶���ĥ����������ϡ�ʩ����ҵ�������ɾ���Ϳˢ�涨���(1~2mm)�������ᣬʩ����������ȫ������ʩ��������ʩ��ʩ����Ա��������ϸ�ļ������ס�ʩ�������˵��ֳ��涨Ҫ���츴��ϸ�
3.2 ��ĥ�����ϵ���ʩ������
3.2.1��ĥ�����ϵ����ơ�����
����ר�Ž�����豸������ɸ���100kgɢ�ϵ�����ת�Ľ�����ڸɰ�3~5min����5~8kg��ϼ���ֽ���15~20min������õĿ�����Ӧ�ǣ�����ɫ��һ�¡�����״�����������ֲ�ɢ������õĿ����ϼ�ʱװ�����ϴ����ܷ��˵�ʩ���ص㡣
3.2.2 ����ʩ������
������ĥ���������кܺõ���ԣ�����ڷǶ���ʩ������֧ģ�塣Ϊ�˱�֤�����ϵ�ʩ�����������ݿ����Ͼ��кܺ�ճ�Ե��ص㣬��ȡ�˴������µ�˳��ʩ��������һ�θ���һ�γ��͵ĵ���������ʱ���Ƚ�����ϸ�Ŀ�������������ţ��������伷ѹ���ܱ������䣬������һ�����ÿ������Ƚ�����Ƭ�����ϣ����̹ܱڴ�����ĥ�����ϵ�������˹�Ƥ��������ʱ����Ӧ��ǽ�洹ֱ����ͷ��¯ǽ�������ߡ�����ʱ��������أ�����Ƥ�����һ�飬ÿ��ѹǰ��һ�룬Ȼ���ٵ���ڶ��顢�����飬�����Ӿ����������������ʱ����Ϊ������ʵ��������Ե��Ӧ����45�㵼�ǡ�¯ǽ�ĺ�ȳߴ�Ӧ�����ڲ��߳��ܱ�������ͷ5mm����Ϊ�ˡ�
3.2.3���ͷ���и����������
��ʩ�����˵Ŀ����ϳ����������������������õ���ĥ������ǽ���Ϸų�ˮƽ�ߡ���ֱ�ߣ���3mm����з쵶�и����ͷ죬���ͷ��Ԥ�����Ϊ�ݺ���ԼΪ500~600mm���ң����Ϊ3mm�����Ϊ������ȵ�1/2���������ͷ�Ϊ����ͨ�ͣ�ˮƽ��ˮƽ���㣬��ֱ����в��á����ͷ��и����������3mm������ϰ�һ�㣬��֤���ϰ������ʹ������ƽ��ֱ������ƽ������ʹ���ͷ��ں濾ʱ���ϰ屻�յ������ͷ����;�������ݺ����Ϊ150~200mm����4mm��5mm�������ڿ�����ƽ����ǽ������������ף����в��ã�����Ϊ�����Ϻ�ȵ�1/3���ҡ��ÿ���һ�����ã��ܻ������ļ������ͣ���ֹ�������ƺͰ��䡣
4�������ϵĺ濾
ѭ����������¯��ĥ�����Ϻ���ĥ�ͻ�ע�ϵĺ濾���Ƿֲ�ͬ�ν��еġ��������͵��������ĥ�ͻ�С���ϵĺ濾ʱ�������еģ���ĥ�����ϵĺ濾�����������͵�����Ѿ��濾��Ļ����Ͻ��еġ�
��ĥ�������ĺ濾���������¯�İ취���У����ݹ�¯ȼ�յ�ʵ����������¯�š�����������ͻ�������λ���¶ȷֲ��ڳ��ڲ����ܾ��ȵ��ص㣬��¯�������β�����ʽ��ǹ���С�
4.1 ��һ�κ�¯
����CFB��¯�ṹ�������ԣ�Ϊ��֤��¯Ч������¯�ų����̵���ʱ��װ����ǽ��������ƽ��ף���֤�������ܹ���ͨ����J�����������е���ĥ��ע�Ϻͷ������еĿ����ϣ�һ�������������̵��е���ĥ��ע�Ͻ��к濾����һ����Ҫ��¯�š�������������������ͷ����������̵�Ϊ����
���ȣ����ǰ��¯��ˮ����������ˮλ����������ˮ�źͶԿ������ţ����չ�̹涨������ط���豸�����ǵ�¯�š��������������̵���������Ϊ�״κ濾�������ϸ�����ĥ�����ϲ��ϳ����ṩ�ĺ濾���߽����¶ȿ��ƣ��濾���ڲ���300kg/hС��ǹ���У������¶ȵı仯����ʱ����1650kg/h����ǹ���¶Ȳ����Ӳ�����ʽ�����CRT�����Ͻ��С�¯�����¶ȿ��ƺ������ٶ����������¶Ȳ����Ϊ���Ƶ㣬�������Ա��²����Ϊ���Ƶ㡣
�����������ߵ�Ҫ�ӳ�����10��/h-80�����36h-��10��/h-110�����48h-��10��/h-300�����36(�ϸ����¯�ų������²�����480�棬��ֹ����������)-��25��/h-600�����36h-��25��/h-800�����ϡ��ڱ��´�600��������ʱ����ñ��ˮ�����������ܱڳ��ֳ�������������ֹ���£���һ�ν��������ղ��ϳ��ҵ�Ҫ�� ��������¯���������ĺ濾�¶�Ϊ����¶ȣ������������������к濾�����������¶Ⱥ���һ��ʱ�����ÿСʱ20����ٶȽ��������£���һ�κ�¯������
4.2 �ڶ��κ�¯
�ڶ��κ�¯��������������̵�����ʱ���壬����¯�Ų��������һ����ȵĴ��ϣ�Լ��С��600mm����һ�Σ���¯������������ȿ���ͬʱ���У��濾��λ��¯�š�¯�ų��ںͷ�����Ϊ����
��¯��ˮ����������ˮλ������������������¯��ά��¯�ų���Ϊ��ѹ����¯�¶ȵĿ����Ըò�λ�¶Ȳ���õ��¶�Ϊ������֤�ܹ���CRT������ȷ��ʾ�����տ����ϳ����ṩ���������ߣ�Ͷ�봲����ֻ��ǹ�ʹ���4ֻ��ǹ�������������ʣ���һ�κ�¯�ص����¯�ų������£���¯����������¯�ų��ڵ�����Ϊ��
���ݵ�һ�κ濾ʱ¯�ų����¶ȵ�ʵ��ˮƽ����¯�ų��ڵ�������������һ�ε��¶�ˮƽ��Ȼ��������������������ºͺ��¡�ͨ�����Ӵ�����ǹ�ij���������������һ�����η������ϸ�����������ʺͺ���ˮƽ����¯�ڴ��´ﵽ600������ʱ�����ݹ�̺��ֳ���ʵ����������ʵ���¯������Ͷú�������ݴ��������ı仯��ʡú���������������С���ж��Ƿ���ɹ�������һ�η�����������ú���������ݴ�������������ʵ�������ǹ�ij�������¯�ų�����������850���Ҫ����¡�
���˰��տ����ϳ����ṩ������Ҫ��¯��ĥ�������ĺ濾����ȫ���������ֳ����ݹ�¯���¡���ѹ���������ʼ�Թ�¯���д��ܹ�����
��¯���ܹ���������¯����20/h�����ʻ������£�����¯�������½���150�����º�ͣ¯��Ȼ��ȴ��ȡ���Կ���в��ԡ�
5������
(1)�����ϵ���ʩ���ֳ��Բ��ϸ���Ĺ���һ��Ҫ�����ֵ����ӣ����첻�ϸ�IJ��ϼ������ʹ�á�
(2)����ʩ��ǰ����ʩ����ҵ��ļ��һ��Ҫ���棬��֤ȱ��������ȫ��������;�����ܱ��ϵ�������Ϳˢһ��Ҫ���ȣ�����©ˢ����Ϊ���������ڹܱڡ������Ϳ�����֮�����ź���Ҫ�����ͼ�϶���������á�
(3)�����ϵĵ���һ��Ҫ���ȣ���©���������ܵ������Ƥ��״��
(4)���ͷ���и����һ��Ҫ���ƺã���Ҫ�е��ܱ��ϣ������¯ʱ���ͷ��ѿ�©������������ӣ�����ʱ���ϻ�ɻҼ���ĥ����ӣ���ʧȥ��������ĥ�����ϵ������ˡ�
(5)�Ժ�¯�¶ȵĿ���һ��Ҫ�ϸ������ǵ��½Σ���80�����µĺ濾��Ŀ�����ų�������ʩ�����������ˮ�֣�110����º濾ʱ�ų������ϵ�����ˮ�֣�300����º濾���ų���������ɲ��ϵĽᾧˮ�Լ�Ϊ����ɲ���֮����г����Ļ�ѧ��Ӧ�ṩ�¶����������á�
(6)�����ڵڶ��κ�¯�����У��Ѿ������˴��ϣ��Է�����¯���Կ��кܴ�ij�ˢ���ã���ˣ��������ǵľ��飬�ڿ�ʼ���п����ϵ�ʩ��ʱ����Ӧ�ò�ȡ��ʩ�����Կ�Ĺ̶�λ�ú�װ�á�
(7)�ڶ��κ�¯ʱ�ĸ�����ǹ�¯�Ѿ��߱�����������������ˣ����е�ϵͳ�豸�ͼ�ʽ�ֶζ�Ӧ��ȫ�����ƣ���Ͷ�����У�����ط������⣬��������ʽ������
6������
ͨ�������ϸ��ʩ���������������ʩ�����Ȱ��ղ��ϳ����ṩ�濾���߽�����ȫ��λ�ĺ濾��ij���̴���̨450t/hCFB��¯����ĥ��������������һ��ʱ������п������ϵ������ȶ���û�����Ե�ĥ�����䣬�������ܵIJ�����ѭ����������¯�ϵ�Ӧ�����˶���������Ӻܺõı������ã����к�ǿ����ĥ�ԡ�