����������������ע��Һ���ڳ�ԭ���ͻ�ש�ĵĽṹ��ʹ���д��ڵ����⣬�������ͻ�ע�������ƹ��̼���ע�ϰ��ĵ�ʩ�����ա��ṹ��ʹ��Ч����
����ij��˾��5t/h��7t/h��15t/h���Գ���¯3��������������������ī����6000t��ÿ¯��Ͷ¯50〜60t����Һ����¯ǰ��������Ҫ�豸����ʹ����������IJ��ʵ�ѡ���������������ֱ�ӹ�ϵΪ���ӳ�ʹ��ʱ�䣬������©����2002�����ڲ�����С��Һ����Ӧ���˽�ע�Ͻ�ע��Һ���ڳģ�ȡ����������Ч����
����1 ԭ�ͻ�ש���Ľṹ�����ڵ�����
����ԭ��Һ���ɸֿǺ��ڳ���������ɣ�������10mm�ְ��������ڳ����ͻ������������һ��ʹ�ð���Ϊ30��35¯��ʹ�������̵�ԭ����2�����:һ�����ھֲ��մ�������©������������ų������������ӣ�����ճ�д����������γɰ��ȣ���Һ���ݻ���С���ٳ���ʱ��Һ���������°����ϡ�
����2��Һ�����Ľ�ע�ϵ�����
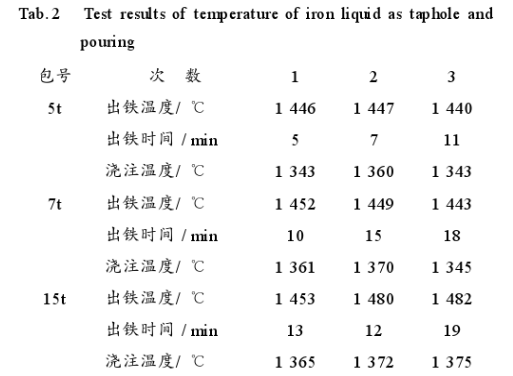
������ע����Ӧ���ڶ�ѹ����¯�ϡ���Һ�����Ľ�ע�����彽ע�ڹ�˾���ǿհס�Ϊ����Ҫ����һ�����������������ī������Һ�����ĵ��ͻ�ע�ϡ�����ȡ�������з����ж�������ԣ������������1��������Һ�¶Ƚ����˼�⣬�ⶨ�������2��
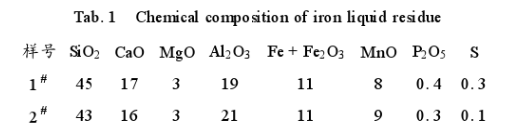
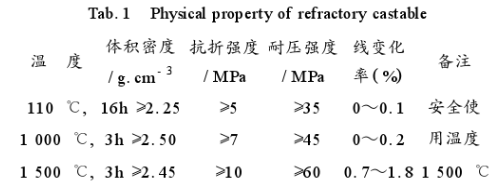
�����������ϼ������ѡ��֣�ݾԴ��²��ϳ����Ķ����������������ϣ����벿��SiC��2%���ҵ�Cr2O3�������顣���Ƶ��ͻ�ע�ϵĻ�ѧ���(w):Al2O3��58%��SiO2��25%��SiC��9%��Cr2O3��2%��CaO��1%�����������ܼ���3��
������1��Һ���Ļ�ѧ�ɷ�W (%)
����
������2 ��������עʱ��Һ�¶Ȳⶨ���
����
������3 �ͻ�ע�ϵ���������
����
����3 ��Һ�����Ľ�ע�ϵ�ʩ������
����3.1 ʩ��ǰ��������
������1̨ɰ�����������Ƶ��1〜2����������Һ��������������ģ1����ֱ��Ϊ�����ڱڳߴ硣�ڱ���Ϳһ����Ĥ������ģ��
����ʩ���ֳ��¶Ȳ�����8�档
����3.2����
������ע���˵��ֳ�����ȡ���������ʩ��ȷ����ע�ϸ����顣
�������ݽ����������ʩ���ٶȣ���ע��������(25kg)Ϊ��λȷ����������
������ע��ֱ�Ӽ�ˮ��ˮ��15〜20�档
������ע�ϼ��������ڣ��ȸɻ�1min��Ȼ��߽����ˮ����ˮ��ʪ��2〜3min�������Ժã�������ʱ���ɷų���ÿ�λ�õ��ϱ�����20min�����꣬����ʱ���������Ե��ϲ������á�
����3.3 ��ע����
���������Ͱ��ף����ϱ����ϼ��������2〜3min���Ա������������ų�Ϊֹ��ע���ͺ����2h���ϣ�������ٽ��а���ʩ����
�������ڽ�עʱ�Ƚ�ֱ���ϴ����ģ������ڲ���������ģҪ�߳���Һ������100mm��ʩ��ʱҪ���ȼ��ϣ����ϱ�����Ӧ��Բ�ܷ������ƶ������������������Ӧ������ע��һ����ɽ��������㣬����6〜8h�ٽ��а����ڳĽ�ע��
����3.4 ��ģ
������ģ������ͬ��ģ����24h���Ϸ�������ģ����ģʱ�쳵��Ҫ����ģ���ģ������ذ���ģ������
������ģ����Ȼ����48h���ϣ������¶�Ӧ������15〜30�档�����¶ȵ�ʱ���ü��ȵƺ濾��
����3.5 �濾
������ע�õİ���ˮ�ֲ����ų����ʺ濾ʱ���²��ù��죬�Է����ѡ��濾��Ϊ2���Σ���һ����ľ��濾����ʼ������ľ���ȼ�����¶ȵ����߱ߺ濾��ľ�濾24h���ٽ���ڶ��Ρ��ڶ��κ濾ǰ��ƽ��һ��ճ��ש����Ĩһ���ͻ�ճ���뽹�ۻ�ϵ�Ϳ���������㣬���û������ĺ�����Һ������������濾36h���ϣ�ˢһ��ʯīͿ�Ϸ���ʹ�á�
����4ʹ��Ч��
����ԭ�ͻ�ש���ij�ʹ���������⣬����ȱ����������©������ע�ϰ��IJ�������2002��4������δ��������ͨ�ͻ�ש����ʹ����������˼�ʮ��������Ҫ����������©���������濾������������
������ע�ϰ��ľ���������ʹ�ã�Ч�����ԣ�Ϊ������Һ�����ƹ�Ӧ�ã����������д���һ���о���
����(1)��ע�ϰ��Ľ�����ճ���������¶ȵͻ���Һ����ʱ�������ڰ����ϣ���עʱ��������������б�Ҫ�ڽ�ע���м�һ�ֿ������ܺõ�Ԫ�ء�
����(2)��ע�ϰ�����ʹ������������ɢ�����ͻ�ש���ĵ�1.3������˾ֻ����12t������Һ����ʹ�á��ڴ�����ý�ע�ϣ���Һ�¶��½��죬�����ó���¯�����ۻ���ע�ش������������е�¯�ͱ���¯����ע������15〜25t��Һ��������Ӧ�á�