�������������ʽˮú����ѹ����¯�����ͻ�שʴ�����Ҫ��������¯�������ֲ����ɾ����˹�����λ���ͻ�ש�ı������ڣ�����¯��Ƴߴ硢��Ӧ����ѹ�������ɡ���������װ��ߴ�����ҪӰ�����ء����豸�������������ȷ����ܽ��˱�����ͻ�שʴ������Ӧ�Դ�ʩ��ͼ1��ʾΪOMB��ѹ����¯�������ͻ�ש��
���� 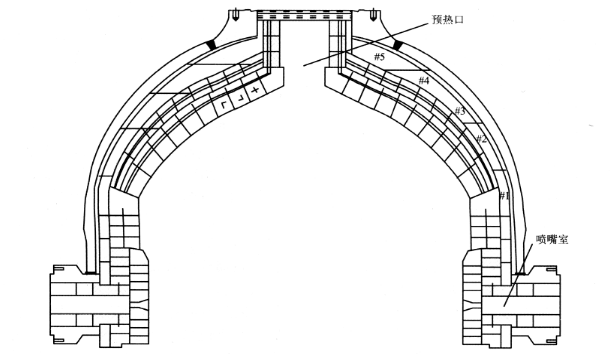
����ͼ1 OMB��ѹ����¯�����ͻ�שʾ��
����OMB��ѹ����¯�ͻ�שʴ��ԭ�����
����ͨ����ˮú������¯�ͻ�ש��ʴ��ԭ����Ҫ���������µĻ�ѧ��ʴ����������ˢ�����Ļ�е��ʴ2�����棬����¯�¸ߺ�ԭ��ú�ֲ����˻�ӿ��ͻ�ש��ʴ�����ʡ�

������ѧ��ʴ
������ѧ��ʴ����ú����ʴ�ͺϳ�����ʴ��
����ú����ʴ��ָú���е�CaO��FeO�Ƚ���������������״̬�������ͻ�ש�ڲ��Ŀ�϶�У��ڸ��������ͻ�ש�е�Cr2O3������ѧ��Ӧ���Ӷ�����ͻ�ש���ʱ仯,�ṹ������ɡ������䡣
�����ϳ�����ʴ��ָ�ϳ����л�ԭ�Էdz�ǿ��H2��CO�ڸ��¡���ѹ�½����ͻ�ש�ڲ���϶�У����ͻ�ש�е�SiO2��Fe2O3�����ʷ�������-��ԭ��Ӧ������ͻ�ש���ʡ��ṹ�������仯��
������е��ʴ
������е��ʴ��Ҫ�������������д������������ͻ�ש����ij�ˢ���������ͻ�ש���������������γɵİ������ã�����ʴ��λ�ķֲ�������¯�������ֲ���ֱ�ӹ�ϵ��
��������¯��
����������¯���¶ȹ��ߵĻ����У��ͻ�ש����ᴦ��������������״̬����еǿ�ȴ�����ͣ��Ӷ����ױ�����������ʴ����������ˢ���ӿ�ʴ�����ʡ������й������أ�����¯�����¶�ÿ���100 ��C���ͻ�ש��ʴ�����ʽ����4����
����ԭ��ú����
����ԭ��ú���ͻ�ש��Ӱ����Ҫ��������ҷֺ��������ࡢ���۵㡢����ճ�����Եȷ��档�ҷֺ������ӻ�ӿ�ҷֶ��ͻ�ש�ij�ˢ;�ҷ��и���Ԫ�غ����IJ�ͬ�����ͻ�ש����ʴ����Ҳ��ͬ;���۵������ճ�����Բ��ú��Ҫ�ϸߵIJ���¯���Ա�֤˳���������Ӷ��������ͻ�ש��ʹ��������
���� Ӱ��OMB��ѹ����¯�����ͻ�שʴ�������
���� OMB��ѹ����¯�������ֲ����ɵ�Ӱ��OMB��ѹ����¯�������ɷ�Ϊ��������ײ������ײ�������������������۷�����������6�����֡�����¯�ṹ�ص㼰¯�������ֲ����ɾ��������ͻ�ש�ı�����λ�ڹ�������������������������ص�:�پ���ȼ���������¶Ⱥܸ�;�ھ���������ٿ죬��ˢ��ǿ;��������ײ��������Խ����С���Ἧ�жԾֲ����ͻ�ש�γɳ�ˢ�������ص���ɹ��������ͻ�ש��ΪOMB��ѹ����¯���ͻ�ש�ı������ڡ�
����OMB��ѹ����¯������λ�߾���
�����˸߾�����ָ���찲װƽ���������ĸ߶���¯Ĥֱ���ı�ֵ������OMB��ѹ����¯�ڲ������ֲ����ɣ�Ҫ��ֹ�����ͻ�ש������ʴ��Ӧ��������ײ�����������ľ��룬ʹײ�������ڵ��ﶥ��ʱ����˥������С��ͬʱȼ�շ�Ӧ�ѽ������Լ��ٶ��ͻ�ש��ֱ�ӳ�ˢ������������ѧͨ����ģ����ó����ۣ�����������������ٴﵽ100m/ sʱ�������ĸ߾���ӦΪ1. 3;���������������ټ�����ߣ���Ҫ��ĸ߾��� Ӧ����
�������������װ���϶
����OMB��ѹ����¯������ͨ��ԤĤʽ���죬�������ͨ������Ϊ�������м�ͨ������Ϊú��, ��˲���װ��ߴ罫Ӱ���ͨ������ͨ���������������ָ��(��Ҫ��ָ�������ɼ�����ѹ��)���������£�������ɳ������������ٷ����仯����ҵ��Ӧ�ó��ڵ�ǧ�ּ�OMB��ѹ�� ��¯���������ڹ��������������϶��С���������ٴ�145 m/s���������Ĺ��������������϶�ֹ����������ٽ���95 m/s�����������˹���שʴ����������
��������ѹ�����Ӧ�ĸ���
������Ӱ����Ҫ�����ڳ��������������ٷ��档�����ڲ�ͬ�IJ���ѹ���£�ͬ����������������Dz�ͬ�ģ���ѹ�߸���״̬�³�����������������ٽϸߣ�����ѹ����״̬�³�����������������ٽϵ͡���ǰ�������������������ɶ��ͻ�ש��ʴ��ӿ졣
����Ԥ����ʩ
����������λ�߾��ȵĸĽ�
�����ڱ�֤�豸����Ͷ�ʶ�ȵ�����£�����ʹ������λ�ĸ߾��ȴﵽ����ڹ�ҵ��Ӧ�õ�2̨ǧ�ּ�OMB��ѹ����¯�ĸ߾���ֻ��1.05��ΪĿǰ���й�ҵ������������¯�б�ֵ��С�ģ��˺���Ƶĸ߾���һ����1.60���ϡ�
����������λ�ͻ�ש�ĸĽ�
����(1)�Ľ�����¯Ԥ�ȿڷ��ש����״ԭ��Ƶ�Ԥ�ȿڷ��ש��ΪԲ���Σ��ܷ����С���׳��ִ�����������Ƶ�Ԥ�ȿڷ��ש����ΪԲ�Σ������ܷ������������ש������Ŀ����ԡ��Ľ�ǰ����Ԥ�ȿڷ��ש��ʽ��ͼ2��
����

����ͼ2 �Ľ�ǰ����Ԥ�ȿڷ��ש��ʽ
����(2)���ٹ�����λ�ͻ�ש����
����������ƵĹ�����λ¯�ķ�3�㣬�ֱ�Ϊ���³�ˢ��ǿ�������ש�����³�ˢ��һ��ı���ש���ͻ�ˮ�ࡣĿǰ��������ҵ���������������ש�뱳��ש�϶�Ϊһ������1�������ש�������������ש�ĺ�ȣ�������俹��ˢ��������
����(3)�ı买����λ�ͻ�ש������ṹ
������Ҫ����Ϊ���ӹ�����λ�ͻ�ש��ȣ������ױ���ˢ��ƽ̨���ӳ���ʹ��������Ŀǰ���÷������ڲ�������Ƶ�����¯��ʵʩ��
����ѹ�����ɲ������ߵ�ȷ��
����Ŀǰ���������м��ڽ���OMB��ѹ����¯�������䲻ͬ�IJ���ѹ�������ɡ���������װ��ߴ��ָ��������֮��Ӧ�IJ������ߣ��涨�˲�ͬװ��ߴ�Ĺ��������ڲ�ͬ����ѹ���µ�Ͷ�ϸ���,�Կ�������¯����������̬���ٶȣ���֤��ѵ�ú������Ч���������ͻ�ש��ʴ��
���������������
�����Թ�������Ĺ�����Ҫ�ǿ�����˲�װ��ߴ磬��֤����ʱ�������������ٿ�����������Χ��;ͬʱͨ��ʹ�����¡���ĥ����ϣ���֤������ͷ��λ������һ��ʱ������ܱ�����ã���ֹ��ĥ�𡢱��γ���ƫ����������ͻ�ש�����
��������
�������ڲ��ù�������ˮƽ���ð�װ����ʽ��OMB��ѹ����¯�������ֲ������������¯�����ͻ�ש���䱡�����ڡ���ͨ����OMB��ѹ����¯���ʱ��֤�������ֺ����ĸ߾��ȣ�����ʱ���ƺ�¯��ײ�������ٶȣ����ƺ���¯ԭ��ú�����ȴ�ʩ���ɽ������ͻ�ש����ʴ���ʿ�����������Χ�ڣ�ȷ������¯���ȶ����С�