������ש�����õĸ������ܣ��Ǵ������ȷ�¯�ձ���õ�һ�������ͻ���ϡ�����ש�����ȶ��Բ���ȷ�¯�IJ�����ά�������ܴ����ѡ���ש�ĵ������Զ��ȷ�¯�ĺ�¯���������Ҫ��ש�ȷ�¯��¯�����ɴ˶���ø��ӻ���Ϊ�������ש¯���ȷ�¯�ĺ�¯Ҫ��������һ������ܵĺ�¯װ��(����¯)��
������ש�ȷ�¯�ĺ�¯
������ש���������
������ש����Ҫ�ɷ���Si02�����������ĸ������ܡ�ͬʱ��Si02Ҳ���жྦྷת�������ԣ���600�����·�������ת�䣬������͡��ر���200〜400��C�ķ�Χ�ڣ���ש����ϵ����ṹ��ȡ���ש�����ʼ���1��
������1 ��ͬ�¶��¹�ש�������ʣ�%
���� 
������ˣ���¯ǰҪ���ݹ�ש����һ���Ծ�ȷ�����ȷ�¯�����������ߣ��ϸ���Ƶ����������ٶȣ���֤�㹻�ĺ�¯ʱ�䡣��¯���ڵ������ٶ�Ϊ8〜10C/d��������10〜15 C/d�������ٶ�ƫ������ڡ�1C/d�����͵Ĺ�ש�ȷ�¯��¯������ͼ1��ʾ�����������߽��к�¯�����Է�ֹ��ש�ľ��;�䣬������Ӧ���ƻ�����¯������Ҫ���ϸ���������ٶȡ��¶Ȳ�����Χ�ȡ�Ҫʵ����ЩҪ�����ȷ�¯������ȼ�������к�¯���ܴﵽ����������ר�ŵ�ȼ��װ�ü�¯�����¯(ǰ¯)��
����
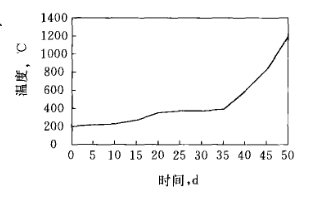
����ͼ1 ���͵Ĺ�ש�ȷ�¯��¯����
�����Լ���¯���ܵ�Ҫ��
��������¯������Ӧ��ʵ�ִ�Χ�¶ȵ��ں;�ȷ�������ٶȿ��ơ����ں�¯�¶ȱ仯��Χ��(�����¶ȴ�20〜1000��)����֮�ȷ�¯�ڳ�������������仯����˼���¯���������һ���������������졣�����ú�����Լ������ķ��������������ڣ���ʵ��ȼ�������¶ȵ�ȷ���ڣ��������¯����Ҫ���ȷ�¯�²���¯���ӵ��¶�Ӧ���Կɿ����ơ��ȷ�¯��¯ʱ�䳤����¯�Ժ�Ҫ������ѹ�ͱ��£�Ϊ��ֹ¯�����¶ȳ���������Χ����¯���Ӻ�֧�������ȡ��ȴ������ʩ���ҳ�һ����÷�����ķ��������²���ȴ�������ַ����¶Ȳ������涨ֵ������¯��һ����ʱ�ķ���������ʩ����ƽ���ʱӦ���DZ�����̬�����
������¯�ص�
����(1)����¯���������ǴӸ�¯ú����ڽ����ȷ�¯ȼ���ҵģ�Ϊ��ֹ�����¶ȹ��ߣ� �ջ�ú��ȼ�շ�����ú��ȼ�շ�����������ڴ�����ǽ���ȡ�
����(2)����¯�Ľṹ����װ���������������㣬���õͣ��ұ�����̬�����
����(3)���÷�����ķ�����֤¯���¶ȣ����Ʒ����¶ȣ�ʹ¯���Ӻ�֧����ȴ��
����(4)�ȷ�¯���岻�����ֱ�ӽӴ�����ֹ�ֲ����ȣ��ƻ�ȼ���ҡ�
������¯ʵ��
������1985��1�Ÿ�¯���ù�ש¯���ȷ�¯�Ժ��������������3��4�Ÿ�¯��1996��1�Ÿ�¯����ʹ�õ����ȷ�¯Ҳ���ù�ש�������ڹ�ש�ȷ�¯��¯������һ���ľ���ͼ�����1�Ÿ�¯�ȷ�¯��1985��3��26��Ͷ����1996��10��ͣ¯���ޣ��ȷ�¯����������ã��ֲ��������ƣ���û�г�������������˵����ש�ȷ�¯��¯�dzɹ��ġ�
������ש�ȷ�¯��¯������£�1�Ÿ�¯�ȷ�¯��¯�ƻ�ʱ��56�죬ʵ��63�죬��ʱ��¯����δ�������ʲ��������´��ķ�������֤¯���¶ȡ����Ʒ����¶ȣ�����ά����5������ֱ����¯Ͷ����3�Ÿ�¯�ȷ�¯��¯ʱ��ƻ�50�죬ʵ��51�죬��ȫ����¯�������һ�Σ�ʵ�ʺ�¯������ƻ��������Ǻϣ������²�С��1.5�档4�Ÿ�¯�ȷ�¯��¯ʱ��Ϊ50�졣1�Ÿ�¯���ȷ�¯�ƻ���¯ʱ��Ϊ45�죬���ڽ���ֻ��37������¯ͬ��Ͷ���������ǰ���3�Ÿ�¯�ȷ�¯��¯���������¯��Ϊ���������Σ�
����(1)��һ�Σ����ǿ��ƽ�¯ú��ȼ������ʹ�����ٶȻ�����������20〜120������8�죬����1�죻120〜216������8��(ÿ������12 ��)������1�죻216〜411������13��(ÿ������15��)������1�죻350��ʱ��������ʱ��ȼ������Ӷ��η磬�ӿ������ٶȣ�411〜801�棬ÿ������30�棬����1�졣��һ���ǹ�ש�ȷ�¯��¯�Ĺؼ�������Ҫ�̶�һ�ο�������ͨ������ú���������Ƽ���¯�����¶ȣ�ú�����ĵ��ڿ���ͨ����������¯������Ŀ�����ÿ������Ŀ�����ú��������ʵ�֡��������¶�����400������ʱ���ö��ο������ڹ����¶Ⱥͷ����¶ȣ�������������Ŀ��ʹ����¯¯���¶ȴﵽ1300〜1400�棬�ȷ�¯�����¶�����700�档Ϊ����¯���¶ȵ������ٶȣ��ɵ����̵��������̶ȣ������ɱ�֤����ƫ��������������¶�������800������ʱ������ڶ��Ρ�
����(2)�ڶ��Σ�Ҳ���Dz������¯�Ĺ��̡��˽�Ҫ�ٶȿ죬��ֹ����������������¹����¶Ⱥ����¶��½���3�Ÿ�¯ÿ������¯���ʱ����2〜3h����2�Ǽ���¯�������ȷ�¯�Ĺ����¶Ⱥͷ����¶ȡ�
����(3)�����Σ��������¯ú����¯��������¯�ͷ硣
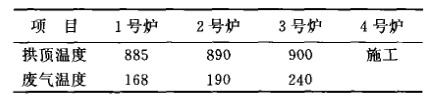
������¯�ڼ䣬������ȷ�¯¯����װ�������嵼����(ȼ���ҡ������Ҹ�1��)���ȷ�¯�����ų�����ȡ�ø��õĺ�¯Ч����
������2����¯�������ȷ�¯�����������¶ȣ���
����
������ש�ȷ�¯��ά��
������ש��600�����£�����ȶ��Բ��á�Ϊ��ά���ù�ש�ȷ�¯��Ҫ���ש�����¶Ȳ�����600�档��ˣ���ש�ȷ�¯��ά�����⣬��Ҫ�ǹ�ש����ı������⡣
������ש�����߶ȶ�ά����Ӱ��
������ש�������߶�ѡ���Ϊ��Ҫ��̫�����ܳ�ַ��ӹ�ש�ȷ�¯��Ч����̫�������ڹ�ש�ȷ�¯��ά�������½����������ש�������߶�Ӧ��Ҫ���ǹ�ש�ȷ�¯�ı��£�¯���¶�Ӧ������750�����ң����ҲӦ����600��(��ש�����¶�)��������ש�ֶ�Ϊ5m����(ָ��ǽ)��
������ש�ȷ�¯�ı���
������ש�ȷ�¯�ı�����Ҫ��ָ�ڸ�¯ͣ¯���ȷ�¯��Ҫ����ʱ���ֹ�ש�����¶Ȳ�����600�桢�����¶Ȳ�����400�档1993��12��3�Ÿ�¯�ȷ�¯Ͷ�����ͷ�4���º�¯���ݴ���2���¡�1994��4��1��〜6��1�գ�Ϊ��ʹ�ȷ�¯���¹�����˳�����У�ͣ¯ǰ�跨��¯���¶���ߣ����������¶Ƚ��͵�100�����ҡ���¯���¶Ƚ���700��ʱ����ʼ��¯����¯���¶�������1000〜1100��ʱ��ֹͣ��¯��ʼ�ձ���¯���¶Ȳ�����750�棬�����¶���400�����¡�����¯�ݷ�ʱ��ϳ�ʱ�����Ʒ����¶ȵ��ѶȻ�����Ϊ�˿��Ʒ����¶ȣ��ɲ�����ȼ��������編������¯���¶Ȳ�����750�桢�����¶Ȳ�����380�档�䷽����ͼ2��ʾ����ͼ�ɼ�����ȼ�����������ҵײ���¯����֧���������ҡ�����ܡ�ȼ���ҡ��ȷ緧���ȷ���������������ȷ���������ǽ���¯����ֿ�����Ӱ���¯ʩ�����������¶Ƚ���750��ʱ���Ϳɲ���ǿ����¯����������1000〜1100��ʱ����¯�ͷ���ȴ���������ԼΪ200m3/min����ѹ5kPa��4���ȷ�¯����ȼ���ͷ磬�����ȿɱ��ֹ����¶ȣ�ͬʱҲ�����˷����¶ȡ�
������ש�ȷ�¯���ճ�ά��
����(1)�ݷ����ʱ��Ӧ�������̸��˿ij���ʱ�䣬��ֹ��ש�����¶ȴ�����½���
����(2)�ճ������У�Ҫ����ע���ȷ�¯��ȼ��������Ͻ�������ȼ�����ת����
����(3)��¯����¯����ʱ��Ҫ�Ϸ��������������¯�ڣ�ʹ�����¶��½���
����(4)���ù�ש�ȷ�¯�ĸ�¯��Ӧ��������ݷ絹��װ�ã���¯�ݷ�ʱ��ֹ�ù�ש�ȷ�¯������
����
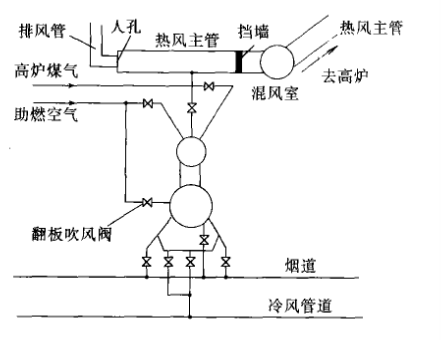
����ͼ2 ¯�״���ͷ��ͷ�ʾ��
��������
����(1)���ڹ�ש������е���������͵������ԣ���ש�ȷ�¯��¯ʱ�������ü���¯��
����(2) ����¯��������Ҫ����ú�������ڷ�Χ��������Ҫ��ͬʱҪ�ṹ���������㡢������̬�����
����(3) ���÷����編�ɿ��Ʒ����¶ȡ�
����(4) ���ճ�ά���У�Ӧ���ֹ�ש�����¶Ȳ�����600�档
����(5) ������ש�ȷ�¯�ĸ�¯Ӧ��������ݷ絹��װ�ã��Ͻ����ȷ�¯������