某公司两条5000t/d生产线的窑口浇注料使用寿命短,窑口护铁端面浇注料剥落严重,影响了窑口护铁的使用寿命,每年都需要更换一次窑口护铁,既影响窑系统的安全稳定运转,又带来巨大的经济损失。为此,技术人员及耐火材料厂家对窑口浇注料的施工方案进行了改进,取得了很好的效果。
锚固件及膨胀缝的改进
改进的原因
原窑口锚固件为V形锚固件,材质为Cr25Ni20,锚固件的下端直接焊接在窑口筒体上,锚固件底部焊接处接触面积小;耐热钢焊条与窑口挡砖圈2及窑筒体的材质(Q235-C)不符;每3块窑口护铁预留一条膨胀缝,膨胀缝设置过少。上述原因造成窑口浇注料发生剥落炸裂的现象,严重影响其正常使用寿命。
改进措施
窑口锚固件材质不变,改用U形锚固件穿过50mmx50mmx10mm的圆孔座,并以此底座作为焊接板,焊接在窑口上。锚固件和底座的配合有以下几种: 窑口护铁端面焊接的Ⅲ型锚固件为Φ8mmxl00mm波浪形锚固件,其底座材质为耐热钢,用A402焊条焊接;窑口护铁工作面的Ⅱ型锚固件为Φ8mmx220mm锚固件,其底座材质为耐热钢,用A402焊条焊接;挡砖圈2上锚固件为Φ8mmx220mm锚固件,底座材质是Q235-C,用普通焊条焊接;窑筒体上Ⅰ型锚固件为Φ8mmx250mm锚固件,底座材质是Q235-C,用普通焊条焊接,改进后窑口锚固件的形式与焊接见图1。

图1 改进后窑口锚固件的形式与焊接
改进后,窑口浇注料膨胀缝的设置如图2所示,在耐火砖1和浇注料之间必须设置膨胀缝,每两块窑口护铁间均设置膨胀缝,消除浇注料在升温过程中产生的膨胀应力。

图2 改进后膨胀缝的设置
窑口护铁端面浇注料施工方案的改进
改进的原因
原窑口护铁工作面浇注料(厚度300mm)和端面浇注料(厚度120mm)是同步浇筑,没有设置膨胀缝,窑运行一段时间后,窑口端面浇注料剥落特别严重,窑口护铁端面长期暴露在高温气体中,受到热腐蚀,最后危及到窑口筒体。
改进措施
在图1所示位置加一层膨胀缝,以消除窑口护铁端面浇注料和工作面浇注料在高温运行中产生的膨胀应力,避免浇注料开裂、剥落,提高其使用寿命。
窑口护铁如果有备件可以提前对端面浇注料进行浇筑、养护、烘烤,这样浇注料就可以有更充足的养护时间,在检修期间更换的窑口护铁也可以提前浇筑端面,这样交替使用,可以很好地保护窑口护铁。
窑口周围直墙浇注料施工方案的改进
改进的原因
我公司窑口周围直墙浇注料原厚度为250mm,在窑冷态的情况下,窑口护铁周围直墙完全在浇注料保护之中,但在热态的情况下,窑口护铁下面及直墙经常暴露在高温气体中,易腐蚀变薄、损坏,最后掉落,进而波及到窑口端面浇注料及窑口筒体。
改进措施
2011年1月中修时重新设计了窑口周围直墙浇注料的施工方案,以延长窑口护铁寿命,如图3方框处所示。
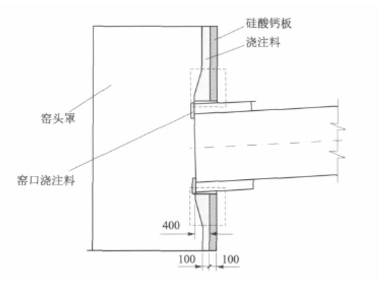
图3 窑口上下方直墙浇注料施工改进
具体施工方案如下:
将窑口山下直墙浇注料的自距离窑口2m处向窑口逐渐加厚,具体厚度参考窑口端热态膨胀量(170mm)和窑的上下窜动量(30mm)。改造后窑口直墙烧注料最厚处是400mm,向篦冷机侧延长150mm,窜口周围直墙锚固件高度由300mm加大至420mm。
改进后,窑在热态的情况下和上下窜动中,窑口护铁下面及直墙始终在周围浇注料的保护之中,避免了高温二次风的冲刷和热辐射,提高了窑口护铁的使用寿命,冀东集团磐石公司使用这种方案后,窑口护铁可以使用3年。
由于各公司回转窑的轴向膨胀量和上下窜动量不一样,在采用此方案时一定要核实数据,否则此处浇注料打薄了对窑口护铁下面及直墙起不到保护作用;厚了,窑口下直墙容易挂熟料。
使用效果
公司于2011年1月采用以上3种改进方案, 12月1日停机检修时,窑口护铁、窑口浇注料整体性很好,预计还可以再使用一个周期,做到两年更换一次,为公司每年节省检修成本18万元左右。