КЧПИІыКцПВІ»¶ЁРНДН»рІДБП°ҙ№ӨТХМШРФ·ЦАа·ЦОӘЈәҪҪЧўБПЎўҝЙЛЬБПЎўө·ҙтБПЕзЙдБПЎўН¶ЙдБПЎў»рДаЎўНҝДЁБПЎЈТСіЙОӘТұҪрЎў»Ҝ№ӨЎўөИ№ӨТөЙъІъЦРөДТӨВҜІДБПЎЈҝЙёщҫЭК№УГМхјю¶ФЛщУГІДЦКәНҪбәПјБјУТФСЎФсЈ¬јҙҝЙЦұҪУҪҪЧўіДМеК№УГЈ¬УЦҝЙУГҪҪЧў»тХрКө·Ҫ·ЁЦЖіЙФӨЦЖҝйЈЁјюЈ©К№УГЎЈ
Т»Ј®ДНДҘҝЙЛЬБП
МШРФЈәДНДҘҝЙЛЬБПКЗТ»ЦЦёЯВБЎўёХУсЦКҝЕБЈЧҙЦЖЖ·ЎЈУлҙ«НіДН»рҝЙЛЬБППаұИЈ¬ЖдҫЯУРК©№ӨјтТЧЈ¬Р§ВКәГЈ¬іЙРНәГЈ¬Зҝ¶ИёЯөИУЕБјРФДЬЈ¬ёГІДБПКЗУЙҪәХіјБЎўДН»р№ЗБПәНҙЩУІјБЧйіЙЈ¬јУТ»¶ЁұИАэөДPAҪәәуРОіЙТ»ЦЦҝЙЛЬДН»рДаЈ¬ұгУЪёчЦЦёҙФУІҝО»өДК©№ӨЎЈКфУЪЖшУІРФІДБПЈ¬ҫЯУРөНОВУІ»ҜРФДЬЈ¬ұЈЦӨСӯ»·Бч»ҜҙІ№шВҜДНДҘРФөДРиТӘЎЈДНДҘРФДЬҪПІоЎЈ
К©№Ө№ӨТХЈәК№УГКұІЙУГЗҝЦЖҪБ°и»ъҪБ°иЈ¬ФЪҪБ°иКұҪ«ҙЩДэјБҫщФИјУИлЈ¬ёЙҪБ1·ЦЦУәуЈ¬ФЩјУИл4--5%өДҪәХіјБҪБ°и3·ЦЦУЈ¬ҙэБПіКТ»¶ЁөДЛЬРФКұЈ¬јҙҝЙР¶іцК№УГЎЈІЙУГПрЖӨҙёө·ҙтК©№Ө»т»ъЖчө·ҙтК©№ӨЈ¬ҝЙК©№ӨКұјдұЈЦӨФЪ30·ЦЦУТФәуЈ¬іхДэКұјдФј1РЎКұЎЈК©№ӨКұЈ¬°СҝЙЛЬБПЖМЙиТ»¶ЁөДәс¶ИЈ¬Т»°гІ»і¬№э60mmәсЎЈИз№ыК©№Өјд¶ПКұЈ¬ТӘУГЛЬБПІјөИОпҪ«ө·ҙтГжёЗСПЈ¬·АЦ№СёЛЩёЙФпЎЈДНДҘҝЙЛЬБПҪБ°иәуҝЙК©№ӨКұјдҙуФјОӘ30·ЦЦУЈЁЛж»·ҫіОВ¶И»бУРЛщұд»ҜЈ©Ј¬Т»ө©Кұјд№эіӨУІ»ҜәуЈ¬ҫНУҰёГИУөфЈ¬І»ҝЙјМРшК№УГЎЈ К№УГЗшУтЈәУҰУГ·¶О§ҪП№гЈ¬ҝЙёщҫЭК№УГМхјю¶ФЛщУГІДЦКәНҪбәПјБјУТФСЎФсЎЈјИҝЙЦұҪУҪҪЧўіЙіДМеК№УГЈ¬УЦҝЙУГҪҪЧў»тХрКө·Ҫ·ЁЦЖіЙФӨЦЖҝйК№УГЎЈККУГУЪІъЙъДҰІББҝРЎөДёЯОВЗшУтЈ¬Из№шВҜөЧІҝ·зКТЎўТ»ҙО·зөАЎў·өБПБў№ЬЈЁБПНИЈ©Ўў·өБПЖчЎў»ШБП№ЬЎўОІІҝСМөАВҜЗҪЎўАдФь»ъЎўОІІҝСМөАёчВҜГЕөДМоідөИЎЈұЈҙж·Ҫ·ЁЈәТ»°гФЪұХ№вТхБ№ҙҰұЈҙжЈ¬ұЈҙжЖЪОӘ¶юЦБИэёцФВЧуУТЎЈ
¶юЈ®ДН»рДНДҘҝЙЛЬБП
МШРФЈәДНДҘДН»рҝЙЛЬБПКЗТФёЯВБ·ҜНБКмБПЎўёХУсЎўДӘАҙКҜәНМј»Ҝ№иөИОӘ№ЗБПЈ¬ҫЯУРУЕТмөДДНДҘРФЎўі¬ЗҝөДрӨҪбРФәНҪПёЯөДК№УГОВ¶ИЈЁ1600ЎжЈ©Ј¬ІЙУГІ»Н¬ҪбәПјБәННвјУјБЕдЦЖ¶шіЙөДҫЯУРёЯЗҝДНДҘРФДЬөДДН»рІДБПЈ¬ҫЯУРК©№Ө·ҪұгЎўҝЙЛЬРФәГЎўДНДҘРФДЬәГөДУЕөгЈ¬К©№ӨәуөДДНДҘІгҫЯУРәЬёЯөДЗҝ¶ИәНДНДҘРФЈ¬НкИ«ДЬ№»ВъЧг№шВҜУГДНДҘДН»рІДБПөДРФДЬТӘЗуЎЈ
ІъЖ·ЦчТӘАн»ҜРФДЬ
Al2O3ә¬БҝЈәЎЭ75% Ме»эГЬ¶ИЈЁ1000ЎжЎБ3hЈ©ЎЭ2.65g/cm3Ј¬іЈОВДНС№Зҝ¶ИЈәЈЁ110ЎжЎБ24hЈ©ЎЭ30MPaЈЁ1000ЎжЎБ3hЈ©60 MPaДНДҘРФЈәЈЁ1000ЎжЎБ3hЈ©Ј¬ЎЬ5.5cm3
К©№Ө·Ҫ·ЁЈәОпБПј°ҪбәПјБЕдБЧЛбҪБ°иҫщФИК№УГЎЈІЙУГө·ҙт№ӨТХК©№ӨЎЈұҫІДБПІЙУГө·ҙтГЬКөіЙРН·Ҫ·ЁҪшРРК©№ӨЈ¬К©№ӨЗ°Ҫ«ҝЙЛЬБПЖМЙиФЪЛщРиІҝО»Ј¬БПЕчЖМЕЕУҰҙн·мҪфҝҝЈ¬ө·ҙтНкәуУҰө·ҙтБПЕчөДҪУ·мЈ¬И»әуУГЖш¶Ҝҙё»тКЦҙёҪ«ХыёцГж»эө·ҙт3ұйЈ¬ТФұЈЦӨОпБПГЬКөЎЈХэИ·өДГӘ№М¶ФУЪЦ§іЕЖ¬ЧҙҝЙЛЬБПКЗәЬЦШТӘөДЈ¬К№УГёХУІөДГӘ№М¶ӨЙТЈ¬ГӘ№М¶ӨЙТЙППВЧуУТјдёфФјОӘ150-250mmЈ¬БПГSәс¶ИҝЙТФёщҫЭІ»Н¬ВҜРНөДЙијЖТӘЗуРиТӘҫц¶ЁЎЈ
1ЎўИ·¶ЁЖЖЛрІҝО»әуЈ¬Ҫ«ЖдұЯСШУГ№ӨҫЯРЮіЙЦұҪЗПВПЭІ»РЎЧУ20mmЈ¬јҙРЮІ№әс¶ИІ»РЎУЪ20mmЎЈРЮІ№әуҝЙЛЬБПУЪФӯДН»рІДБПЖҪ»¬№э¶ИЈ¬І»ДЬіцПЦМЭРОПОҪУЎЈ
2ЎўҪ«РЮІ№ІҝО»ЗеЙЁёЙҫ»Ј¬ФӯДН»рІДБПИзУРІ»АО№МөДҙуРЎҝЕБЈЈ¬Т»¶ЁТӘЗеіэөфЈ¬І»ДЬҙжУРёЎіҫЈ¬ұЈЦӨұ»РЮІ№ГжУРТ»ёцјб№МТ»Ме¶шЗеҪаөД№ӨЧчГжЎЈ
3ЎўҪ«ҝЙЛЬБПУГ·ЗіЈёЙҫ»өДө¶ҫЯЗРЖ¬Ј¬РВПКөДТ»ГжМщУЪРЮІ№ІҝО»Ј¬И»әуУГЖш¶Ҝҙё»тКЦҙёө·ҙтҪфКөЈ¬БПЕчөДЖМЕЕУҰҙн·мҪфҝҝЈ¬ө·ҙтНкәуУҰө·ҙтБПЕчөДҪУ·мЈ¬І»ДЬіцПЦ·мП¶Ј¬РЮІ№ГжИ«ІҝМщәГәуЈ¬УГҙё·ҙёҙИ«Гжө·КөЈ¬ЦұөҪБПЕч»№ұнГжіцПЦіұКӘПЦПуОӘЦ№ЎЈө·ҙтКұЧўТвұЯСШЈ¬І»ДЬө·ҙтФӯУРөДДН»рІДБПЈ¬ЧоәуҪ«ХыёцРЮІ№ГжҙтКөіЙТ»ёц№в»¬өДЖҪГжЎЈ
4ЎўЛ®АдұЪіцПЦҫЦІҝ°јПЭІҝО»өДРЮІ№Ј¬ФЪЛ®АдұЪ°јПЭҙҰБ¬°е»тЛ®Ад№ЬұҫМеЙПәёЙПДНИИёЦ¶ӨЙТЈ¬¶ӨЙТіӨ20mm~30mmЈ¬јдёф30mm~40mmЈ¬И»әуҪ«БПЕчМщәГө·КөЎЈ
ККУГЗшУтЈә
ККәПВҜМЕЛ®АдұЪөИәс¶ИұЎөДІҝО»К©№ӨЈ¬ЦчТӘУГФЪВҜМЕГЬПаЗшј°ЖыАдЎўЛ®АдКҪРэ·з·ЦАлЖчөИІҝО»ЎЈҙЛЗшУтДНДҘДН»рІДБПЙијЖОӘөҘІгө·ҙтҪб№№Ј¬ІЙУГДНДҘПъ¶Ө№М¶ЁЈ¬ЖдЙијЖәс¶ИҪПұЎЈ¬ЦұҪУ·уЙиФЪК©№ӨГжЙПЎЈФЪРЮІ№Сӯ»·Бч»ҜҙІОАИјҙшҪҪЧўБПЈ¬Рэ·зНІөИК№УГДН»рІДБПІҝО»өДУҰУГЈәЖді¬ЗҝөДрӨҪбРФДЬЈ¬ҝЙЛжТвРЮІ№ИОәОІ»№жФтөДДҘЛрІҝО»Ј¬ОЮРиК№УГёЦДЈ°е»тДЈҫЯЈ¬К©№ӨНкұПәуҝЙТФБўјҙөг»рЈ¬І»ұШМШКвөДСш»ӨЈ¬ҙУ¶шЛх¶МК©№ӨЦЬЖЪЈ¬ҪЪКЎ·СУГЎЈФЪЛ®АдұЪ№ЬУлОАИјҙшҪ»ҪзҙҰөД·АДҘҙҰАнЈәГвЙХҝҫДНДҘДН»рҝЙЛЬБПҝЙТФФЪЛ®Ад№ЬЙПК©№ӨЈ¬ЖМ·уЧоұЎәсДЬ№»ҝШЦЖФЪ5mmТФПВЈ¬ХвКЗЖдЛьН¬АаІъЖ·ЛщОЮ·ЁЧцөҪөДЈ¬ГвЙХҝҫДНДҘДН»рҝЙЛЬБПФЪЛ®АдұЪУлОАИјҙшҪ»ҪзҙҰөДК©№ӨЈ¬ҝЙТФёДұдёГО»ЦГөДјёәОҪЗ¶ИЈ¬К№№э¶ЙЗшұдөГПаөұЖҪМ№Ј¬ТФЦБУЪҪУҪьЖҪГжЈ¬ҙУ¶шјхЙЩОРБчФЪёГІҝО»өДРОіЙЈ¬ЧЫәПБЛОРБчФЪёГО»ЦГөДНЈБфКұјдЈ¬К№ДҘЛріМ¶ИҙуҙуҪөөНЎЈСӯ»·Бч»ҜҙІ№шВҜВҜіДУРИұПЭІҝО»өДРЮІ№Ј¬ТФј°Л®АдұЪәНОАИјҙшҪ»ҪзҙҰөД·АДҘҙҰАнЎЈҙўҙж·Ҫ·ЁЈәұЬГвВ¶Ммҙж·ЕЈ¬·АЦ№М«Сф№вЦұҪУХХЙдЎЈПДМмЈ¬УҰҙж·ЕФЪТхАдіұКӘөДөШ·ҪЈ¬¶¬Мм·А¶іЎЈ
ИэЈ®ёХУсДНДҘДН»рҝЙЛЬБП
МШРФЈәКфУЪёЯОВДНДҘДН»рІДБПБмУтЎЈФӯБПУЙёЯВБҫщЦКБПЎўСх»ҜВБОў·ЫЎў¶юСх»Ҝ№иОў·ЫЎўХіНБЎўБЧЛбЎўБЧЛб¶юЗвВБИЬТәТФј°ҙҝВБЛбёЖЛ®ДаөИЧйіЙЈ¬ЖдЦРҫщЦКБПОӘЈәAL2O3ә¬БҝОӘ70~90%Ј¬Ме»эГЬ¶ИОӘ2.9~3.5g/cm³ЎЈМШөгКЗІЙУГөНОьЛ®ВКЎўөНЖшҝЧВКТФј°ёЯҫщФИРФөДИЛ№ӨәПіЙҫщЦКБПМжҙъҙ«НіёЯОьЛ®ВКЎўёЯЖшҝЧВКТФј°ҫщФИРФІоөДЙХҪб·ҜНБКмБПөДМмИ»ФӯБП»тХЯёХУсёҙәПФӯБПМеПөЈ¬ЙъІъіцБЛҫщЦКөДёХУсЦКёЯЗҝДНДҘҝЙЛЬБПЎЈ

К©№Ө№ӨТХЈәХвЦЦІДБПІЙУГө·ҙтөДК©№Ө№ӨТХЈ¬ККәПВҜМЕЛ®АдұЪөИәс¶ИұЎөДІҝО»К©№ӨЎЈК©№ӨәуөДДНДҘІгҫЯУРәЬёЯөДЗҝ¶ИәНДНДҘРФЈ¬ЗшұрУЪҪҪЧўБПЈ¬ҝЙЛЬБПОЮРиЦ§ЙиДЈҫЯЈ¬ЦұҪУІЙУГНҝДЁЎўө·ҙтөДК©№Ө·Ҫ·ЁЎЈұҫ·ўГчІДБПК©№ӨРФДЬәГЎўЗҝ¶ИёЯЎўДНДҘРФәГЈ¬ПЦіЎК№УГР§№ыЧојСЈ¬УРАыУЪСУіӨВҜіДөДК№УГКЩГьЈ¬МбёЯёЯОВТӨВҜөДАыУГР§ВКЎЈ
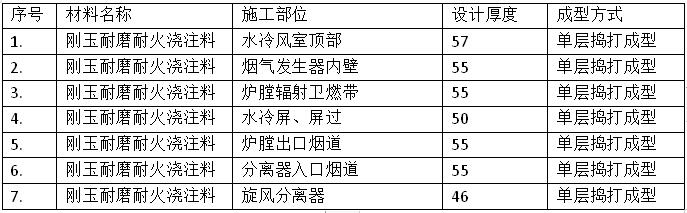
ККУГЗшУт:ЦчТӘУГФЪВҜМЕГЬПаЗшј°ЖыАдКҪРэ·з·ЦАлЖчөИІҝО»ЎЈҙЛЗшУтДНДҘДН»рІДБПЙијЖОӘөҘІгө·ҙтҪб№№Ј¬ІЙУГДНДҘПъ¶Ө№М¶ЁЈ¬ЖдЙијЖәс¶ИҪПұЎЈ¬Т»°гФЪ55mmЧуУТЈ¬ЦұҪУ·уЙиФЪК©№ӨГжЙПЎЈДНДҘДН»рІДБПҫЯМеК©№ӨІҝО»әНДНДҘІгәс¶ИјыПВұн
ЛДЈ®Мј»Ҝ№иёХУсДНДҘДН»рҝЙЛЬБП
МШ РФЈәұҫІДБПКЗТ»ЦЦёЯј¶ДН»рІДБПЈ¬ЖдҫЯУРУЕТмөДДНДҘРФЎўі¬ЗҝөДрӨҪбРФәНҪПёЯөДК№УГОВ¶ИЈЁ1200ЎжЈ©Ј¬УЦТФК©№Ө№ӨТХјтөҘЎў№ӨЖЪ¶МЈ¬К©№ӨНкұПәуОЮРиәжВҜөДУЕФҪМШРФ¶шЦшіЖЎЈҫӯКөјщЈ¬ЖдК№УГКЩГьГчПФёЯУЪЖдЛыөДДНДҘДН»рІДБПЈ¬№г·әККУГУЪөзБҰЎўТұҪрЎўёЦМъЎўМХҙЙөИРРТөЎЈ
К©№Ө№ӨТХЈәұҫІДБПІЙУГНҝДЁө·ҙтГЬКөіЙРН·Ҫ·ЁҪшРРК©№ӨЈ¬К©№ӨЗ°УҰҪ«ёХУІөДГӘ№М¶ӨЙТ№М¶ЁФЪЛщРиІҝО»Ј¬ГӘ№М¶ӨЙТЙППВЧуУТНшЧҙјдёфФјОӘ150-250mmЈ¬К©№ӨКұҪ«ҝЙЛЬБПЖМЙиФЪЛщРиІҝО»Ј¬ҫщФИНҝДЁФЪЛщРиІҝО»Ј¬БП–Иәс¶ИҝЙТФёщҫЭІ»Н¬ВҜРНөДЙијЖТӘЗуРиТӘҫц¶ЁЎЈ
К©№Ө·ҪКҪЈәө·ҙтЎўНҝДЁККУГЗшУтЈәМј»Ҝ№иДНДҘДН»рҝЙЛЬБПҝЙ№г·әУҰУГУЪСӯ»·Бч»ҜҙІОАИјҙшЈ¬Рэ·зНІЈ¬ИИ·шЙдБПөИК№УГДН»рІДБПөДІҝО»ЎЈЖдҫЯУРі¬ЗҝөДрӨҪбРФДЬЈ¬ҝЙЛжТвНҝДЁө·ҙтИОәОІ»№жФтөДДҘЛрІҝО»Ј¬К№ДҘЛріМ¶ИҙуҙуҪөөН,ОЮРиК№УГёЦДЈ°е»тДЈҫЯЈ¬К©№ӨНкұПәуҝЙТФБўјҙөг»рЈ¬І»ұШМШКвөДСш»ӨЈ¬ҙУ¶шЛх¶МК©№ӨЦЬЖЪЈ¬ҪЪКЎ·СУГЎЈ
ҙўҙж·Ҫ·ЁЈәұЬГвВ¶Ммҙж·ЕЈ¬·АЦ№М«Сф№вЦұҪУХХЙдЎЈПДМмЈ¬УҰҙж·ЕФЪТхАдіұКӘөДөШ·ҪЈ¬¶¬Мм·А¶іЎЈ ұЈЦКЖЪ2ДкЈ¬ХіҪбјБТхАдіұКӘҙҰ6ёцФВ