摘要:铬刚玉砖一般采用浇注成型或采用熔铸成型的工艺生产,但是这两种生产工艺分别存在着成本较高,生产效率较低、颗粒分布不够均匀等不足。本文介绍了一种新型的生产铬刚玉砖的生产工艺,采用该工艺生产铬刚玉砖效率较高,砖体的中温、高温强度高,抗氧化铁侵蚀性能和耐磨性能优良。

铬刚玉砖主要应用在侧出钢式加热炉的推钢平台上,该部位使用条件苛刻,既有高温下的机械磨损,又有化学侵蚀。多年的实践经验证明,一般的耐火材料、如粘土质、高铝质、莫来石质都难以达到使用要求,只有铬刚玉质材料能够满足这种使用条件。目前,这种铬刚玉砖一般采用两种方法生产,即电熔法和先浇注后烧成法。采用电熔法生产的铬刚玉砖成本太高,使用厂家难以接受:而后者生产工艺较复杂,生产效率低。但是生产出的砖有较好的高温性能,而且生产效率大为提高,生产成本有较大的降低。
1 生产工艺
1.1 刚玉的选择
为了增强这种制品的耐磨性能和抗侵蚀性能选用电熔白刚玉、工业氧化铬细粉为主要原料,为了便于成型,选择刚玉的临界粒度为5mm,颗粒与细粉之比控制在55:45左右比较适宜。
1.2 氧化铬细粉的选择
为了增强铬刚玉砖在高温下抗氧化铁的侵蚀能力,加入了氧化铬细粉。因为氧化铬有非常高的耐火度,并且化学稳定性好。由于这种铬刚玉砖长期使用在1300℃左右的高温下,不但经受高温下的剧烈磨损,而且还有熔融氧化铁的化学侵蚀,适当增加氧化铬的含量能够提高砖体的抗化学侵蚀性能。但是实验证明,如果氧化铬的加入量超过一定限度,则不利于砖的烧结。确定氧化铬的加入量为3%~5%比较适宜。细粉加入后,不仅提高了制品在高温下的化学稳定性,而且对制品的成型和烧结也会产生有利的影响。其细度要求为小于200目的大于90%。
1.3 氧化铝细粉的选择
为了改善泥料的成型性能,以及提高铬刚玉砖的体积密度和高温、高温强度,加入了适量的氧化铝超细粉。通过多次实验,认为氧化铝超细粉的加入量以5%~10为宜。
1.4 结合剂和添加剂
为了便于砖体的成型,又不至于降低铬刚玉砖的高温性能,通过实验选择亚硫酸纸浆废液为结合剂。因为在半干法成型的砖料中,特别是多数的瘠性料砖料中,加入亚硫酸纸浆废液,能有效地提高砖坯强度,便于运输和装窑,确定其比中为1.07,加入量4%左右。
由于砖的原料都是瘠性料,成型比较困难,所以选择羚甲基纤维素为增塑剂,并确定了其加入量为1.5%。因为这种料黏性较大,对砖的耐火性能不会造成负面的影响。并把这种试块指标和浇注成型的试块指标进行对比。通过检测,浇注成型的铬刚玉砖高温抗折强度为0.79MPa和0.12MPa,而机压成型试块高温抗折强度为12.23MPa,明显大于浇注料成型试块。
2 生产流程
原料的选择上,电熔白刚玉应该选择烧结致密、气孔率低的优质产品,;粒度分别为5~3mm,3~1mm,1~0mm,首先把180目刚玉细粉和工业氧化铬细粉和氧化铝细粉以及添加剂进行混合,制备成混合细粉。
混炼的柱体设备为带碾轮的搅拌机,其最小转速为24r/min,加料的顺序按照先加颗粒料,搅拌1~2min,然后加入约一半的结合剂,再搅拌2min左右,加入混合细粉,再搅拌2mi,最后加入剩余的结合剂,搅拌5min就可出料。
成型在1000t磨檫压砖机上进行,成型时由于砖的体积较大,所以特别要遵照先轻后重的成型原则进行,出砖时要轻拿轻放,防止砖体磨损。制品放入隧道式干燥器中进行烘干,烘干介质的进口温度为120℃左右,出口温度约为50~60℃,烘干后的残余水分控制在低于1%。
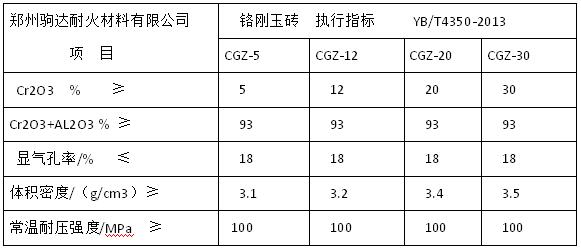
把烘干好的砖放在隧道窑内进行烧成,装车的部位为窑车的中下部,要的最高烧成温度为1500℃,保温4h,烧好后砖呈深褐色。铬刚玉砖的主要技术指标。
3总结
研制生产的铬刚玉砖与济钢小型轧钢厂的加热炉上进行了现场使用,使用部位为推钢平台上温度和磨损最苛刻的部位,并与某厂生产的铬刚玉砖(材质相同,采用浇注成型方式生产)进行了性能对比。通过一年多的使用观察,这种砖的表面侵蚀程度明显小于对比砖,证明这种砖的耐磨性能优良,有较强的抗氧化铁侵蚀性能,能够满足加热炉推钢部位的使用要求。