�ҹ�˾����ij���ܹ�˾�˻�¯�ڳ��ͻ���ϸ��칤���ܽ����£��˻�¯¯�峤36m����Ϊ�ĸ����ƶΣ����ȶΡ����¶Ρ�����κͻ���Ρ����ȶ�¯�Ÿ�3m����������¯�Ÿ�2.25m��ÿ����֮����һ����¯��1.3m�ĸ�ѹ�������������θ��롣�˻�ʱ�����¶ȷֱ����Ϊ��1050~1100�桢960��~1000�桢780��~830�桢560~610�档����¯��ӽ��ϵ�������б2%�����ȼ���¯������ɲ�ץ�ƶ�ǰ����¯���లװ��5�Զ��л����Լ��ȼ�������ƫУ����
¯��ԭ������ͻ�ש���ɣ�������һ������שΪ��������114mm���м�����Ϊƽ����ÿ���65mm�����ϲ�ճ��שҲΪ�������Ϊ114mm������������ȸ֣�����Ϊ3Cr24Ni18Si2,��������裬���߲����ͻ�ש�̶�������ʹ�ö��꣬¯���ͻ�ש���νϴ����ȸֹ��Ҳ���ر��Σ����ҹ̶��ͻ�ש�Ѵ�������˻������������¯�����в�ƽ�ȣ��˻����ӵ���Բ�������е���������ⰼ���±��ϣ������ص�����������λ�ƣ��������ڶ��л�����ɹ���ѽڣ�������¯�����ִ�����Ʒ��ͣ¯����ʱ���Թ������Уֱ�������̶����̶����ú��ӣ���ÿ��������β����������ӣ����ں���ʱ����Ӧ���ϴ��ϵ����������͵�ԭ���Ӻܿ�Ͽ���ÿ����������Ҿ͵�ͣ¯����һ�Σ�����Ӱ����������Ϊ�����ܹ�˾������¯��������и��졣
һ ���췽����ƣ�
�����ͻ�ע�����ȶ��Ժá��߱仯�ʵ͡�����С���ص㣬���ܹ�˾�����������ά��ǿ�ͻ�ע���Ƴɵ�Ԥ�Ƽ������ױ��ε����ȸ֣���ԭ����������ȫ��ȥ����ͬʱ��������һ��������ճ��שҲȫ��ȥ�������õ�ˮ�ཽע�ϴ��¯�ס�
�� �������ܼ������о���
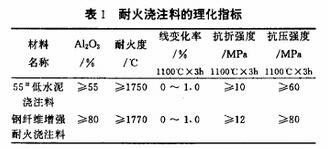
�ͻ�ע�����ȶ��Ժã�������ϵ�������ȸ�С��������ĥ�Լ���ǿ��ȴ���������ȸ���ȣ��ͻ�ע�ϵ�����ָ�����1�������ͻ�ע�ϴ������ȸ����˻�¯����Ƿ��������˻����Ҫ��?Ϊ�ˣ������������顣
2.1����ĥ��
Ϊ�о��ͻ�Ԥ�Ƽ�����ĥ�ԣ���Ԥ�Ƽ����б��Ϊ2%�Ĺ�����˻�¯б��Ϊ2%��������������˻�¯�ļ��ȶ��ڣ������˻�¯���ȶ�¯���¶������˻��¶ȣ�1080~1100�棩���ü��ٻ���0.85m/s���ٶȣ��˻�ʱ������������ٶ�Ϊ0.85m/min�����ٽ�һͨ��Ϊ800mm�����Ϊ36mm������Ϊ1500mm������ֲڶ�Ϊ100��m��Բ�ֹ��������϶�10000�Σ�������ƽ���½�0.22mm���Թ������ĥ����10mmΪ��ȫ���еļ��ޣ����˻�ʱ���ӿɹ�����������Ϊ45.5��Σ��˻����ɴ�63.4��t��DN800mm�ܵı�����Ϊ139Kg�����ɴ˿ɼ���Ԥ�Ƽ�����ĥ�����������˻����Ҫ��
2.2����ѹǿ��
����DN800mm��Ϊ�о��������ڹ���Ϲ���ʱ�������ĽӴ��������2mm���ϡ���1.5mm���ȼ��㣬5�������DN800mm���ӵĽӴ����Ϊ15c�O���������ѹΪ9.3MPa����Ԥ�Ƽ��Ŀ�ѹǿ��Ϊ����ѹǿ��8.6����
2.3������ǿ��
�п���ǿ�ȼ������DN800mm���������С������Ϊ11.6c�O����һ������ĺ�����Ϊ240c�O ��
���������о�������Ԥ�Ƽ�����ĥ�Լ�ǿ�����������˻���Ҫ��